Ссылки
§ 79. Оборудование для производства стандартных деревянных домов
Для производства панельных деревянных домов с панелями размером 1,2X6 м на домостроительных предприятиях применяют следующее оборудование: линию для раскроя заготовок (ПДК-201); линию по обработке обвязок панелей (ПДК-203); линию сборки стропил (ПДК-13); линию сборки ферм и каркасов фронтонов (ПДК-210); установку для обшивки фронтонов (ПДК-211); линию раскроя листовых и плитных материалов (МРП); линию склеивания ДВП по толщине (модель ПДК-204); линию сборки панелей перегородок и веранды (ПДК-215); линию по сборке панелей стен и перегородок (ПДК-206); линию сборки панелей перекрытий (ПДК-214); линию отделки панелей и фронтонов (ПДК-216) и др.
На указанных линиях производят раскрой и механическую обработку деталей и заготовок из пиломатериалов, раскрой плитных материалов (ДВП, фанеры и др.), изготовление и сборку панелей стен, перекрытий, перегородок; изготовление и сборку ферм, фронтонов, двустороннюю отделку водоэмульсионными красками и одностороннее нанесение слоя крошки на поверхность панелей и др.
На линиях сборка панелей поточно-конвейерная, а перемещение их для последовательного выполнения технологических операций производится транспортными средствами - конвейерами, траверсными тележками, кантователями и др.
На автоматической линии по сборке панелей стен и перегородок для панельных домов заводского изготовления ПДК-206 (рис. 212) выполняют следующие операции: сборку каркаса из брусков с креплением в соединениях гвоздями либо скобками, укладку слоя пароизоляции, прибивку облицовки из ДВП, фанеры к каркасу, кантование панели (поворот на 180°), укладку утеплителя, слоя бумаги и прибивку с другой стороны к каркасу дощатой обшивки.
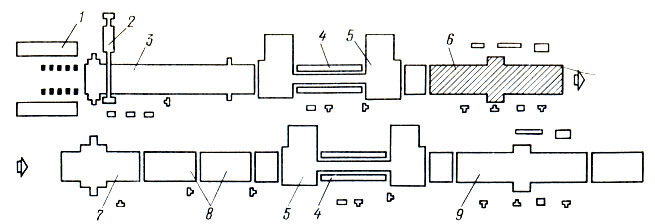
Рис. 212. Линия по сборке панелей стен и перегородок для панельных домов заводского изготовления модели ПДК-206: 1 - приводной напольный роликовый конвейер, 2 - загрузочное устройство, 3 - сборочная вайма, 4 - выравниватель, 5 - вакуум-перекладчик, 6, 9 - гвоздезабивные станки, 7 - кантователь (переворачивающее устройство), 8 - конвейер
На линии часть операций автоматизирована посредством ЧПУ (числовое программное управление): перемещение каркаса к сборочной вайме 3 при его изготовлении, прибивка обшивок к каркасу на гвоздезабивных станках. Обшивку на каркас укладывают вакуум-перекладчиками 5. Каркасы от одной операции к другой передаются приводными роликовыми конвейерами.
При выпуске панелей другого типа переналадка линии не вызывает трудностей.
Производительность линии 12 панелей в час, скорость перемещения панелей 12 м/мин. Наибольшие размеры собираемых панелей стен 2700X6000 мм. Размеры гвоздезабивного станка (модель 206-04) - 13650X6800X2680 мм, масса 13,5 т кантователя (ПДК 206-11) - 6110X 5600X4805, масса 4,09 т.
В Тюменской области, по проекту НИИПлесдрев, изготовлена и работает установка по обработке бревен для стен бревенчатых (рубленых) домов. На установке производится оцилиндровка бревен, выборка продольного паза (желоба) и чаш, сверление отверстий под стяжные болты.
Работа на установке производится следующим путем: отобранные для обработки бревна диаметром 20...22 см для жилых зданий подаются бревнотаской 16 в цех на роликовый конвейер 14. С роликового конвейера бревно снимается и устанавливается на неподвижных центрирующих прижимах 1 установки (рис. 213, а), расположенных на раме тележки 5. Фрезы 2, 4 приводятся во вращение, а тележка с закрепленным на ней бревном передвигается вдоль фрезы и одновременно производится оцилиндровка бревна и выборка продольного паза. После обработки бревна в нем на станке 15 выбирают две чаши 6, а затем сверлят два отверстия 7 для стяжных болтов. Схема расположения технологического оборудования в цехе по обработке бревен приведена на рис. 213, б.
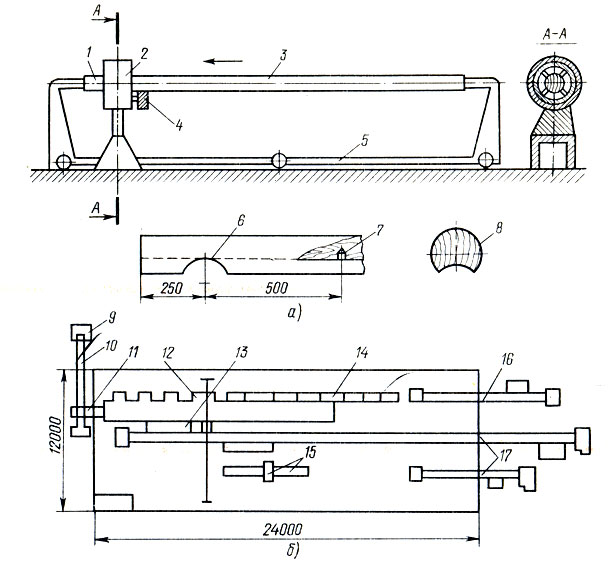
Рис. 213. Установка по обработке бревен для бревенчатых домов: а - схема установки по обработке бревен, б - схема расположения технологического оборудования в цехе обработки (оцилиндровывание) бревен; 1 - центрирующие прижимы, 2 - фреза для оцилиндровки, 3 - бревно, 4 - фреза, 5 - тележка, 6 - чаша, 7 - отверстие для стяжных болтов, 8 - продольный паз, 9 - скиповый подъемник, 10 - скребковый конвейер, 11 - ленточный конвейер, 12 - установка по обработке бревен, 13 - электроталь, 14 - роликовый конвейер, 15 - станок для выборки чаш, 16, 17 - бревнотаски
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'