Ссылки
§ 80. Оборудование для отделки столярно-строительных изделии
Для отделки поверхности щитовых деталей (щитов, дверей) применяют лаконаливную машину ЛМ-3 (рис. 214). На этой машине на щиты наносят нитроцеллюлозные и полиэфирные лаки и эмали на основе этих лаков. Лаконаливная машина представляет собой станину 7, на которой расположены конвейер 5 для подачи щитов, лакоподающие установки 2, 4 и головки 3, регулируемые по вертикали, пульт 9 управления машиной.
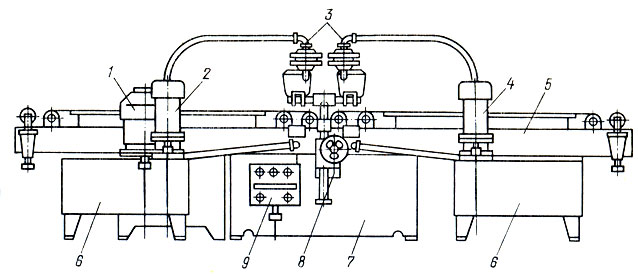
Рис. 214. Лаконаливная машина ЛМ-3: 1 - гидростанция, 2, 4 - лакоподающая установка, 3 - головки, 5 - конвейер подачи щитов, 6 - баки, 7 - станина, 8 - механизм подъема головок, 9 - пульт
Щиты укладываются на конвейер 5, которым они равномерно перемещаются под головки 3, образующие лаковую завесу. Проходя через эту завесу, щиты покрываются лаком.
Для крашения поверхности щитов используют линию, показанную на рис. 215. Партия щитов, уложенная в стопу, подается на конвейер 1, с которого она поступает на стол питателя 2, а с него пневмоустановкой (вакуум-присосками) - на промежуточный конвейер 3. Роторным кантователем 4 щит в случае необходимости может переворачиваться на 180° для покрытия красителем другой стороны. После кантователя 4 щит подается в станок 5, где с его поверхности щеткой удаляется пыль. Очищенный от пыли щит поступает в вальцовый грунтонаносящий станок 7, затем окрашенные щиты поступают в терморадиационную сушильную камеру, где нанесенный грунт сохнет под действием инфракрасных лучей в течение 35...45 с. Окрашенные и высушенные щиты поступают на выравнивающий конвейер 10, откуда они с вакуумного укладчика 11 передаются на платформу подъемного стола. Линия работает со скоростью подачи 6...24 м/мин. Регулирование скорости подачи бесступенчатое.

Рис. 215. Линия крашения пластей щитовых деталей: 1 - напольный конвейер, 2 - питатель, 3 - промежуточный конвейер, 4 - кантователь, 5 - станок для очистки от пыли, 6 - откидной конвейер, 7 - вальцовый грунтонаносящий станок МЛН1.03, 8 - сушильная терморадиационная камера, 9 - камера охлаждения, 10 - выравнивающий конвейер, 11 - вакуумный укладчик
Контрольные вопросы
1. Расскажите о назначении линий, входящих в комплект ОК250 с.
2. Для чего предназначены и как устроены линии ОК502 для сращивания брусков по длине?
3. Как устроены линии ДВ505 для обработки брусков дверных коробок?
4. Как устроены линии ПДК-206?
5. Для чего предназначены и как работают установки по обработке бревен для стен рубленых домов?
6. Как устроена лаконаливная машина ЛМ-3?
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'