Ссылки
Работа с листовым металлом
Любителю чаще всего приходится иметь дело с листовым металлом. Приобрести его можно в магазине, но можно использовать и остатки кровельного железа, жесть консервных банок. Работы с листовым металлом не требуют сложных инструментов и приспособлений: вполне можно обойтись ножницами, молотком, тисками и принадлежностями для пайки.
Изготовление любого изделия из листового металла надо начинать с разметки. Коробки и всевозможные ящики с прямоугольными сторонами трудности для разметки не представляют. Некоторые затруднения могут возникнуть при разметке круглых конусообразных изделий. Рассмотрим конкретный пример. Нужно сделать разметку конусной части воронки для керосина со следующими размерами: высота 50 мм, диаметр широкой части 70 мм, диаметр узкой части 15 мм, Проведем осевую линию и начертим сначала вид сбоку по заданным размерам (рис. 79). Продолжим боковые стороны полученной фигуры до пересечения в точке а, которая будет служить центром для вычерчивания полукругов радиусом R1 и R2. Радиусом, равным радиусу верхнего основания воронки (70/2=35 мм),на осевой линии проведем окружность Б и радиусом нижнего основания (15/2=7,5 мм) - другую окружность В. Обе окружности необходимо разделить на 12 частей. Это сделать нетрудно. Сначала делят на 6 частей, откладывая радиус от любой точки окружности последовательно по ее длине, Разделив расстояние между соседними точками пополам, еще раз откладывают радиусы. Затем размер одного деления окружности меньшего круга откладывают 12 раз на дуге меньшего полукруга на чертеже Г. То же самое нужно сделать и с дугой большего полукруга, где откладывают деления большего радиуса. Далее заготовку можно вырезать, оставив припуск на припаивание.
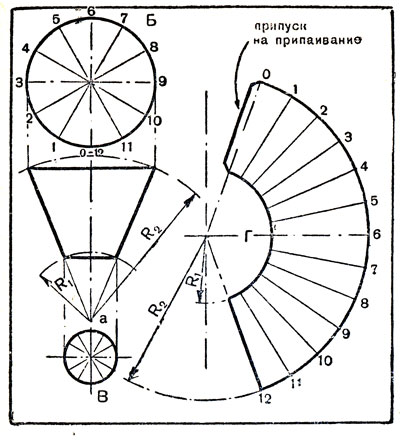
Рис. 79. Раскраивание конических изделий
Разметка таких изделий, как лотки, противни, поддоны и т. д., показана на рисунке 80. Изготовленные таким способом изделия не пропускают воды, несмотря на то, что их края не пропаиваются. Это особенно удобно для изделий, подвергающихся нагреванию, например противней для выпечки пирогов. Разметку лучше сначала сделать на листе бумаги или картона, затем вырезать шаблон и уже по нему разметить металл.
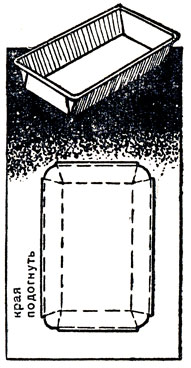
Рис. 80. Раскраивание коробчатых изделий
Гнутье и формовка листового металла требуют осторожности, так как сильные изгибы и вмятины на тонких листах трудно выправлять, а они порой делают заготовку непригодной. Для формовки очень тонких листов удобно пользоваться киянкой с набитой на боек сыромятной кожей или мягкой резиной. В некоторых случаях гнуть листовой металл удобно на прутках, стержнях и трубках различных размеров, зажатых в тиски. Если длина заготовки больше, чем губки тисков, применяют угловые подкладки, которые также зажимают в тиски (рис. 81). Нужную величину закругления можно получить, если использовать заранее заготовленные шаблоны-подкладки из листового материала: чем больше положено подкладок, тем больше будет радиус закругления.

Рис. 81. Приемы гнутья листового металла
Швы в изделиях из листового металла иногда усиливают при помощи заклепок. Если изделие должно быть герметичным, завальцованный шов лучше всего пропаять. Для усиления соединений, сделанных в стык, полезно поверх шва припаять узкую ленту металла.
Различные типы соединений и швов, часто применяемых в работах с листовым металлом, показаны на рисунке 82.
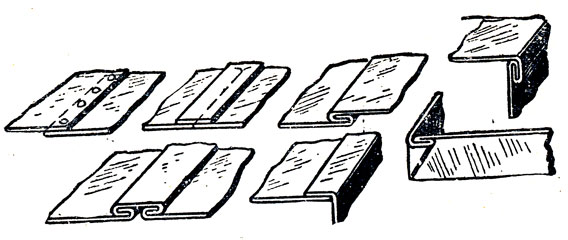
Рис. 82. Способы соединения элементов деталей из листового металла
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'