Ссылки
Пайка
Пайка - это соединение металлических частей при помощи легкоплавких металлов или сплавов, называемых припоями. Процесс припаивания не сложен, однако незнание некоторых мелочей часто приводит к плохим результатам. Правильно спаянный шов долговечен. Взять хотя бы обыкновенное оцинкованное железное ведро: оно выходит из строя потому, что износилось дно или стенки, а спаянный шов остается, как правило, невредимым.
Для пайки требуется паяльник, источник тепла для его нагревания, инструмент и материалы для зачистки поверхностей (напильник, металлическая щетка, наждачная бумага, нож), припой и флюсы. Со всем этим следует ознакомиться детально.
Паяльник представляет собой квадратный или круглый клин из красной меди, снабженный длинной ручкой (рис. 74, А, Б). Медь используется потому, что этот материал хорошо проводит и удерживает тепло.
Важно, чтобы паяльник был правильной формы. Паяльник, изображенный на рисунке 74, В, имеет неправильную форму: округленные края его заостренной части при работе будут препятствовать пайке в углах. Не лучше и форма паяльника на рисунке 74, Г. Форма паяльника, показанная на рисунке 74, А, позволяет паять большинство встречающихся в практике швов, плоская фаска заостренной части обеспечивает хорошую теплопередачу.
Придавать медной заготовке нужную форму паяльника целесообразно не опиливанием, а ковкой, так как красную медь не так легко достать, а при опиловке теряется много металла. Металл нагревают до ярко- красного каления. Неровности опиливают напильником.
Наиболее удобны для любителя электрические паяльники (рис. 74, Б). Они бывают различных размеров и обычно продаются с комплектом вставных медных стержней. Для пайки мелких деталей, например радиоаппаратуры, электрический паяльник незаменим.
Перед включением электрического паяльника в сеть необходимо проверить, соответствует ли напряжение сети напряжению, на которое рассчитан инструмент.
Обычный паяльник можно нагревать в печи, на примусе, керогазе, газовой горелке, паяльной лампе.
Пользуясь паяльной лампой, паяльник следует нагревать сбоку (рис. 75, А), а еще лучше с тыльной части, чтобы не перегреть жало. Для нагревания паяльника паяльную лампу можно оборудовать, как показано на рисунке 75, Б, - пружинными хомутиками (внизу) или скобой, привинченной к горелке (вверху).
Припои делятся на мягкие и твердые. Мягкие имеют температуру плавления ниже 300°С и обладают меньшей механической прочностью, чем твердые. К твердым припоям относятся сплавы с температурой плавления не ниже 600°С (серебряные, медно-цинковые и т. д.). В практике мастера-любителя они встречаются редко. Поэтому мы будем говорить только о пайке мягким припоем.
Самые распространенные мягкие припои-сплавы олова со свинцом. Для понижения температуры плавления в сплав иногда добавляют висмут и кадмий, а для повышения прочности - сурьму. Промышленность выпускает оловянно-свинцовые припои под маркой ПОС с номером. Например, припой ПОС-30 означает "припой оловянно-свинцовый с содержанием олова 30%" (остальное - свинец). Этот сплав, кстати сказать, самый распространенный, в обиходе его обычно называют третником. Выбор припоя зависит от его назначения и характера пайки.
Мягкий припой можно сделать самому, если есть олово и свинец. Эти металлы можно сплавить в одинаковых весовых количествах, т. е. на каждую весовую часть свинца взять столько же олова.
Несмотря на то, что температура плавления олова ниже температуры плавления свинца, его нужно плавить первым и при постоянном перемешивании небольшими порциями добавлять свинец. Свинец нельзя плавить первым, так как на нем образуется толстая пленка окиси.
Чтобы было удобно пользоваться припоем, его выливают из тигля узкой струйкой в сделанную из листового железа или толстого картона форму в виде желобка (рис. 74, Д). Припой застывает в виде трехгранной палочки. Узкую полоску припоя можно получить, если струйку сплава направить вдоль металлической поверхности (только не луженой).
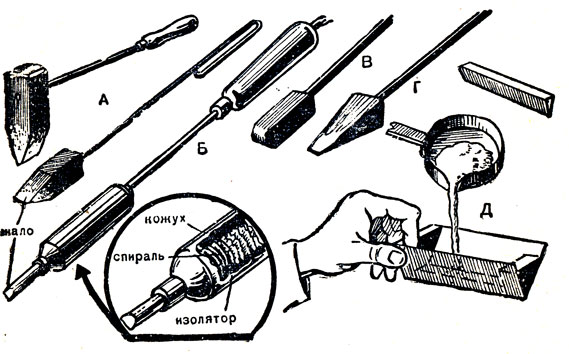
Рис. 74. Инструменты и материалы для пайки: А - обычные паяльники; Б - электрический паяльник; В, Г - неправильная форма паяльника; Д - отливка припоя в удобную для работы форму
Встречаются также припои в виде паяльных паст. Они очень удобны для запаивания небольших отверстий в посуде, при пайке электрических проводов и других мелких деталей. Пасту достаточно нанести на зачищенное место и расплавить паяльной лампой, паяльником, а иногда даже пламенем спички.
Паяльную пасту легко приготовить самому. На 2 части свинцовых опилок и 2 части олова нужно взять 1 часть порошкообразного нашатыря. При смешивании добавляют глицерин и травленую соляную кислоту (хлористый цинк) до образования пасты.
Хорошая паяльная паста получается также при растирании опилок припоя в небольшом количестве глицерина. Эту пасту удобно применять для пайки радиоаппаратуры и электропроводов.
Припой легко спутать с чистым оловом, так как цвет их почти одинаков, но чистое олово при изгибании дает характерный треск, чего не наблюдается в припое. Свинец также гнется без треска, но он имеет более темный, сероватый цвет.
Большинство металлов очень быстро окисляется, особенно в нагретом состоянии. Чтобы предотвратить окисление спаиваемых поверхностей и паяльника, применяют флюсы. В присутствии флюсов припой лучше плавится и прочнее сцепляется с поверхностью металла. К наиболее распространенным флюсам относятся: соляная кислота, хлористый цинк, нашатырь, канифоль, пчелиный воск (последний применяется редко).
Соляную кислоту применяют при пайке цинка и оцинкованного железа. Пользуясь кислотой в качестве флюса, необходимо иметь в виду, что она разрушает краску, поэтому перед окраской мест спая их необходимо очистить от следов кислоты или нейтрализовать. Кислоту не следует применять при пайке пищевой посуды.
Чаше всего в качестве флюса употребляется хлористый цинк, называемый иногда травленой или паяльной кислотой. С этим флюсом можно паять почти все металлы. При невозможности приобрести готовый хлористый цинк его легко сделать самому. В посуду наливают некоторое количество соляной кислоты и кладут мелкие кусочки чистого цинка до тех пор, пока они не перестанут растворяться. Хлористый цинк следует готовить и хранить в стеклянной или фарфоровой посуде, так как, соединяясь с железом, соляная кислота дает вредные для флюса примеси.
Растворение цинка сопровождается выделением тепла, поэтому сосуд надо поставить в безопасном месте на случай раскалывания. При травлении кислоту нужно перемешивать стеклянной или деревянной палочкой. Цинк в кислоте должен оставаться до тех пор, пока не прекратится выделение пузырьков газа. Травленую кислоту разбавляют водой (пополам) и фильтруют. С кислотами нужно обращаться очень осторожно, не капать на одежду, а тем более на тело, оберегать от них инструменты и полированные металлические поверхности, так как пары кислот способствуют ржавлению.
Чтобы хлористый цинк лишить кислотных свойств (нейтрализовать), в него добавляют немного нашатырного спирта (не более 25% от раствора).
Нашатырь в качестве флюса применяют в виде порошка или отдельных кусков. Прикосновение горячего паяльника к нашатырю вызывает выделение едкого, вредного для организма дыма. Поэтому лучше пользоваться водным раствором нашатыря.
При пайке деталей и проводов радио- и электроаппаратуры надо применять канифоль, так как она не вызывает коррозии спаянного шва и не разъедает изоляции проводов.
Приступая к пайке, паяльник необходимо облудить. Облуживание можно сделать несколькими способами, но при любом из них сначала очищают рабочий конец паяльника от грязи и окислов, так как на грязной поверхности припой держаться не будет (рис. 75, Г). Зачищать можно наждачной шкуркой, напильником или иным скребущим инструментом.
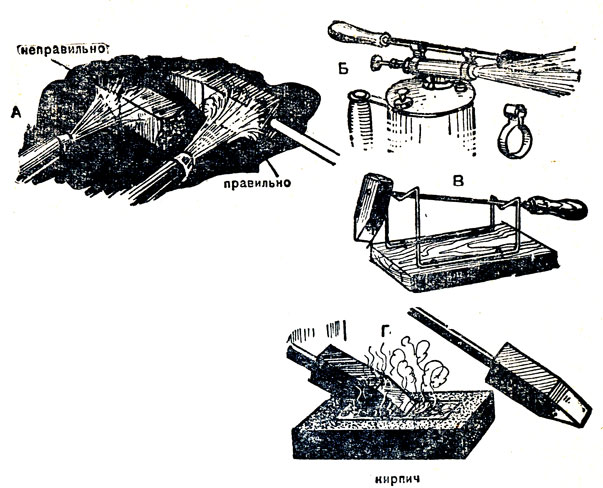
Рис. 75. Подготовка паяльника к работе и зачистка поверхности: А - нагревание паяльника паяльной лампой; Б - способы крепления паяльника на паяльной лампе; В - подставка для паяльника; Г - облуживание паяльника на кирпиче
Зачищенное место нужно как можно быстрее покрыть флюсом. Иногда зачищенным жалом паяльника касаются флюса (канифоли или нашатыря), но медь успевает окислиться, и облуживание идет плохо. Надежнее сделать так. Перед зачисткой паяльник немного нагревают и на одну из его рабочих поверхностей кладут кусочек канифоли. Пленку окиси счищают обычным способом, а расплавившаяся канифоль почти мгновенно покрывает поверхность, предотвращая окисление. Если на обработанную таким образом поверхность капнуть жидким припоем, он равномерно покроет защищенное флюсом место. Для этого может потребоваться второй паяльник.
Проще всего облуживать паяльник на обычном строительном кирпиче, в котором сделано небольшое углубление. В углубление кладут немного канифоли и несколько кусочков припоя. Если рабочей частью горячего паяльника тереть о кирпич, то канифоль смешается с кирпичной пылью, паяльник зачистится, а припой равномерно покроет жало паяльника.
Жестянщики применяют иногда способ облуживания, похожий на предыдущий. Вместо кирпича они берут большой кусок нашатыря, в котором также делают углубление. В качестве флюса и зачищающего элемента выступает нашатырь.
Паяльник можно облудить и при помощи хлористого цинка. Нагрев паяльник, его конец погружают в раствор хлористого цинка. Происходит химическая реакция, в результате которой окисная пленка меди заменяется тонким слоем цинка. Цинк не так быстро окисляется, как медь, чем и предотвращается на некоторое время образование окисла на паяльнике. Припой хорошо пристает к оцинкованной поверхности, а поэтому весь процесс облуживания сводится к тому, что горячий паяльник погружают в раствор хлористого цинка, а затем касаются прутка припоя.
Начинающему любителю необходимо научиться определять степень нагрева паяльника. Это достигается, конечно, практикой. Довольно точно и быстро температуру паяльника можно определить по следующим признакам. Тепло от нормально нагретого паяльника хорошо ощущается на расстоянии 8-10 см от щеки или тыльной стороны ладони. Паяльник можно считать нормально нагретым, если расплавленный им припой свободно стекает по гладкой поверхности жестянки, например крышки консервной банки. Хорошо нагретый паяльник плавит припой с одного прикосновения.
Появление на облуженной части паяльника синей окисной пленки - признак того, что паяльник перегрелся. Перегретый паяльник следует немного охладить и вновь облудить. Не пытайтесь паять остывающим паяльником, когда припой теряет текучесть. Паяльник надо нагревать при появлении первых признаков густения припоя. Перед очередным нагреванием рабочую часть паяльника следует раза два потереть о кирпич.
Обязательное условие успешной пайки - чистота спаиваемых поверхностей. Зачищать их лучше всего напильником или наждачной шкуркой, но можно воспользоваться и полотном слесарной ножовки, ножом, лезвием безопасной бритвы и т. д. - важно полностью удалить с металла пленку окислов.
Начинающие любители нередко стараются наносить при пайке толстый слой припоя, ошибочно думая, что это увеличит прочность шва. Но это ведет только к лишнему расходу припоя, да и шов получается грубый. Прочность шва зависит не от количества припоя, а от прочности связи между припоем и спаиваемым металлом. С горячей рабочей поверхности излишек припоя удаляют кусочком ткани, свернутой в несколько раз. Небольшие капельки припоя нужно собирать, так как их качество нисколько не ниже, чем нового припоя.
Форму паяльника выбирают в зависимости от типа шва; молотковый паяльник удобнее использовать для пайки открытых швов (рис. 76, А), торцовый - для труднодоступных мест (рис. 76, Д). Чем больше масса спаиваемых деталей, тем больше должен быть паяльник. Теплоемкость паяльника можно считать нормальной при данной величине спаиваемых изделий, если положенная на зачищенную поверхность изделий капля припоя плавится от тепла паяльника, находящегося на той же поверхности на расстоянии 2-3 мм. Для поддержания тепла в спаиваемых деталях иногда удобно воспользоваться электрическим утюгом (рис. 76, Б).
Перед пайкой больших поверхностей (ширина шва более 3-5 мм) их лучше облудить. Для этого припой равномерно распределяют по всему шву тонким слоем. Затем поверхности хорошо сжимают и нагревают до соответствующей температуры. Чтобы спаиваемые предметы были совершенно неподвижны (одна относительно другой), их крепят в тисках, струбцинками, плоскогубцами и т. д.
Перед сплошным пропаиванием длинных швов на листовом металле припой сначала наносят отдельными участками (рис. 76, В), которые затем соединяют, передвигая горячий паяльник вдоль шва. Для этой цели нужно пользоваться большим паяльником.
Паять можно поверхности любой формы, трубы, провода и т. д.
Электрические провода никогда не спаивают впритык, их обязательно скручивают (рис. 76, Г). Рабочую часть паяльника следует держать снизу спаиваемого узла. Припаивая провода к другим мелким деталям (при ремонте электронагревательных приборов и радиоаппаратуры), их концы следует предварительно облудить (рис. 76, Ж).
Трещину в тонкостенной трубе можно легко заделать, плотно обмотав поврежденное место голым медным проводом и заполнив промежутки между витками горячим припоем (рис. 76, Е).
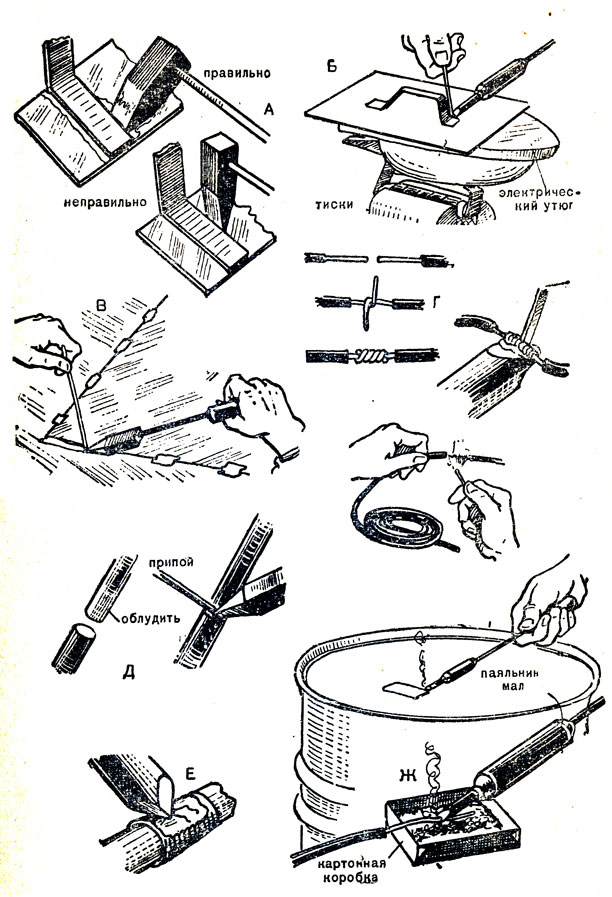
Рис. 76. Приемы пайки: А - пайка открытого шва молотковым паяльником; Б - подогревание спаиваемых поверхностен электрическим утюгом; В - пайка листового металла; Г - Пайка проводов; Д - спаивание труб торцовым паяльником; Е - способ запайки отверстий в трубах; Ж - облуживание концов провода
Чтобы спаять две входящие друг в друга трубы, нужно внешнюю часть одной трубы и внутреннюю другой облудить и нагреть паяльником место соединения с одновременным добавлением припоя (рис. 76, Д).
Спаиваемые детали следует класть не на металлическую, а на деревянную подкладку.
После охлаждения спаянного изделия с него тщательно удаляют остатки паяльной кислоты сначала слабым раствором гашеной извести, а затем водой.
Несколько слов об уходе за паяльным инструментом и его хранении.
По окончании работы, пока паяльник еще не остыл, его рабочую поверхность следует зачистить и хорошо облудить.
С течением времени на рабочем конце паяльника появляются небольшие углубления, так как припои понемногу растворяют медь. Такой паяльник нужно опилить.
Паяльные флюсы нужно держать плотно закрытыми.
Паяльная лампа - очень удобный нагревательный прибор, однако она надежно работает только при правильном уходе и требует осторожного обращения. Как видно на рисунке 77, лампа состоит из резервуара для керосина, куда при помощи насоса нагнетается воздух; тройника с запорным краном для распределения и регулирования рабочей смеси; горелки; чашечки для подогрева горелки; горловины и клапана, служащего для выпуска избыточного воздуха из резервуара.
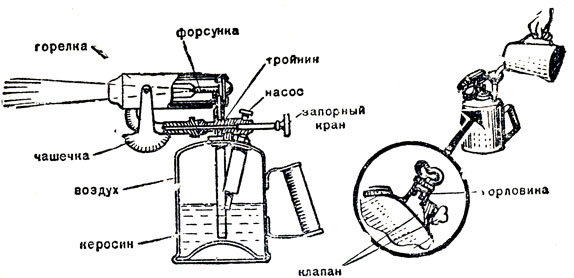
Рис. 77. Конструкция паяльной лампы
Принцип действия паяльной лампы прост. Воздух, нагнетаемый насосом в резервуар, подает горючее в горелку, где оно сгорает, образуя факел пламени. Чтобы горючее воспламенилось, горелку нужно предварительно нагреть до определенной температуры. Для этого в чашечку под горелкой наливают бензин и поджигают его. Запорный кран в это время должен быть закрыт. Емкости чашечки обычно хватает для достаточного нагрева горелки. Пока горелка разогревается, в резервуар не спеша накачивают воздух. После этого открывают запорный кран, и лампа загорается (рис. 78). Величина пламени регулируется запорным краном. Чтобы потушить лампу, закрывают запорный кран и выпускают воздух из резервуара через клапан.

Рис. 78. Зажигание паяльной лампы
Мастеру-любителю могут встретиться лампы различных конструкций и рассчитанные на разное горючее - керосин, бензин, спирт. Наиболее распространены керосиновые лампы. Их ни в коем случае нельзя заправлять бензином или смесью бензина и керосина - может произойти взрыв.
Керосин следует заливать в лампу через воронку с мелкой сеткой. Резервуар нельзя заполнять горючим более чем на три четверти его объема, так как это может привести к взрыву.
Чтобы накачанный в резервуар воздух не выходил, необходимо периодически проверять состояние прокладки крышки заливной горловины и своевременно заменять ее новой. Правильная работа лампы в значительной мере зависит от состояния форсунки, отверстие которой необходимо регулярно прочищать. Подача топлива в горелку иногда задерживается нагаром, который образуется внутри змеевика. Змеевик в этом случае необходимо раскалить и продуть воздухом.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'