Ссылки
Слесарный инструмент
Производительность труда и качество работ, выполняемых слесарем-строителем, во многом зависят от того, на каком оборудовании и каким инструментом он выполняет слесарные операции. У каждого рабочего есть индивидуальный инструмент, которым он пользуется постоянно и хранит в ящиках верстака, а также инструмент общего пользования. Поскольку инструментом общего назначения слесарь пользуется реже, чем индивидуальным, его хранят в инструментальной кладовой стройки. Основные слесарные инструменты универсальны, т. е. применяются не только на слесарных работах. Изготовляют их централизованно на инструментальных заводах из специальных (инструментальных) сталей. Некоторые инструменты, применяемые в специфических условиях, а также шаберы, оправки, шаблоны, калибры изготовляют в местных механических мастерских или сами слесари.
Самыми распространенными инструментами являются тиски, слесарные молотки и напильники.
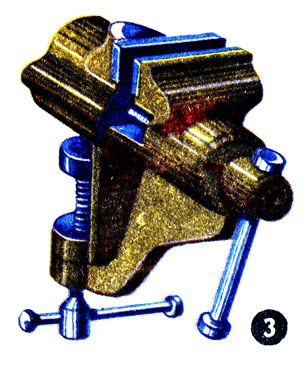
Рис. 3
Тиски (рис. 3) подразделяются на параллельные, стуловые (стационарно крепящиеся на верстаке) и ручные. Параллельные тиски применяют на легких работах, стуловые - на тяжелых (гибка труб и прутков, рубка и т. п.). Параллельные тиски делятся на поворотные и неповоротные. Размеры их, как и стуловых, определяются шириной губок. Ширина губок поворотных тисков 80 и 140 мм, неповоротных-60, 80, 100 и 140, стуловых - 100, 130, 150 и 180 мм. Для удобства работы на верстаке тиски устанавливают на высоту, соответствующую росту работающего. Параллельные тиски устанавливают так, чтобы локоть правой руки при опиловочных работах находился на уровне губок. Ручные тиски применяют при сверлении и опиливании, когда неудобно работать руками. Чтобы не повреждать поверхность обрабатываемого изделия (а при обработке, например, закрепляемых в тисках изделий всегда на них будут повреждения), в тисках используют накладные губки, изготовляемые самими слесарями из мягкой листовой стали, меди, латуни или алюминия. В настоящее время на слесарных работах стали применять угловые (косогубые) тиски и тиски со специальными (вырезанными) губками для обработки цилиндрических деталей. Разновидностью тисков являются струбцины (рис. 4). Они бывают с винтовым зажимом, деревянные или металлические.
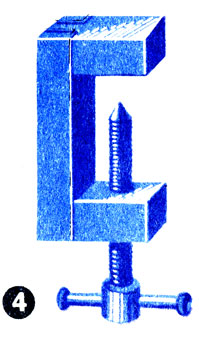
Рис. 4
При рубке, гибке, правке, рихтовке, пробивке отверстий, клепке и на многих других операциях применяют слесарные молотки. Молотки бывают с круглым бойком (рис. 5, а) массой 200-1000 г и квадратным (рис. 5, б) массой 50-100 г.
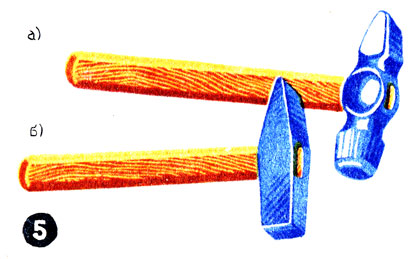
Рис. 5
Многие слесарные работы выполняют молотками массой 400 или 600 г. Изготовляют молотки из стали марок 50, 40Х или У7 с термически обработанной рабочей частью.
Ручки молотков обычно изготовляют из сухого, упругого и прочного дерева (дуба, березы, клена, рябины, бука, граба, кизила). Они должны быть свальными, длиной 250-400 мм в зависимости от массы бойка. Конец ручки должен быть расклинен деревянными или металлическими клиньями, иначе боек может сорваться.
Для вырубания отверстий, прорубания пазов и канавок, срубания кромок применяют зубило (рис. 6, а), для прорубания узких пазов и канавок - крейцмейсель (рис. 6, б). Зубило отличается от крейцмейселя формой рабочей части и шириной рабочей части (кромки, лезвия), которая у зубила равна 5, 10, 15, 20 и 25 мм, а у крейцмейселя - 2, 5, 8, 10, 12 и 15 мм. В зависимости от обрабатываемого материала лезвия зубил затачивают под углом 35, 45, 60 или 70°: чем тверже обрабатываемый материал, тем больше угол заострения. Зубила изготовляют из стали и подвергают закалке и отпуску, чтобы рабочая часть была тверже ударной.
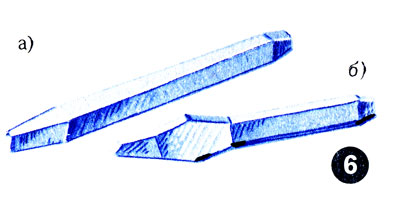
Рис. 6
Бородки (рис. 7) служат для прорубания отверстий в тонком листовом материале, удаления срубленных заклепок, выбивания штифтов, шплинтов и для других операций. Их изготовляют из сталей марок У7 и У8, рабочую часть закаливают. Из той же стали, что и бородки, изготовляют чертилки (рис. 8, а) и кернеры (рис. 8, б), служащие в слесарных работах для нанесения рисок и точек (кернов). Рабочие концы этих инструментов сначала закаливают, а потом остро затачивают, чтобы можно было сделать метку. Конический рабочий конец кернера затачивают под углом 60°.

Рис. 7
Напильники (рис. 9) применяются для опиливания поверхностей. Зубья могут быть насечены на рабочую часть под углом 88-106° (угол резания) и 55-70° (угол заострения). В зависимости от этого напильники обозначают номерами: чем крупнее зубья, тем меньше номер. Число зубьев на 10 мм длины напильника (при длине 100-400 мм) колеблется от 4,5 до 56. Напильники с насечкой № 0 и 1, имеющие 4,5-14 зубьев, применяют для грубого (черного) опиливания, поэтому их называют драчевыми (от слова "драть"-"сдирать"). Напильники с насечкой № 2 и 3, имеющие 8,5-28 зубьев, применяют для чистой обработки. Такие напильники называют личными. Напильники с насечкой № 4 и 5, имеющие самые мелкие зубья, используют при окончательной отделке и доводке; они называются бархатными.
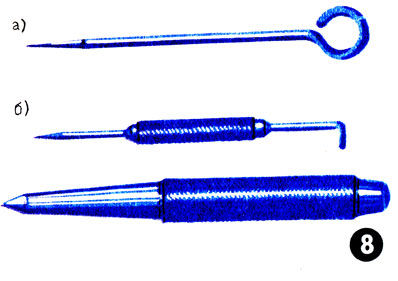
Рис. 8
По профилю сечения напильники делятся на плоские (рис. 9, а), трехгранные (рис. 9, б), полукруглые (рис. 9, в), квадратные (рис. 9, г), круглые (рис. 9, д), ромбические, ножовочные (рис. 9, е). Разнообразие напильников позволяет опиливать (обрабатывать) плоские и вогнутые поверхности, круглые и овальные отверстия и прямоугольные пазы с точностью до 0,05 мм, а в отдельных случаях - До 0,01 мм. Напильники бывают с одинарной насечкой (рис. 9, ж) и двойной вперекрест (рис. 9, з). Первыми обрабатывают мягкие металлы, пластмассы и древесину; вторыми - твердые материалы. Напильники изготовляют из стали У13 и У13А и термически обрабатывают.
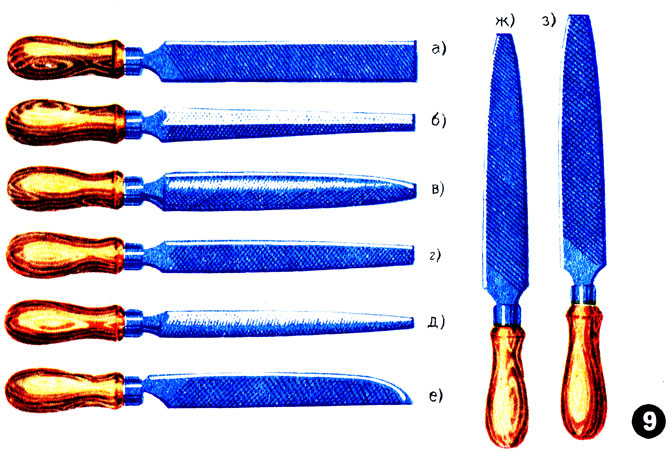
Рис. 9
Надфили (рис. 10) - это напильники длиной 40, 60 и 80 мм с насечкой 25-80 зубьев на 10 мм длины надфиля. Используют их для обработки недоступных напильникам мест, изготовляют из сталей У12 и У12А. Рашпиль (рис. 11) - это напильник с крупными зубьями, применяемый для грубой обработки мягких материалов - свинца, олова, цинка, дерева, пластмасс.
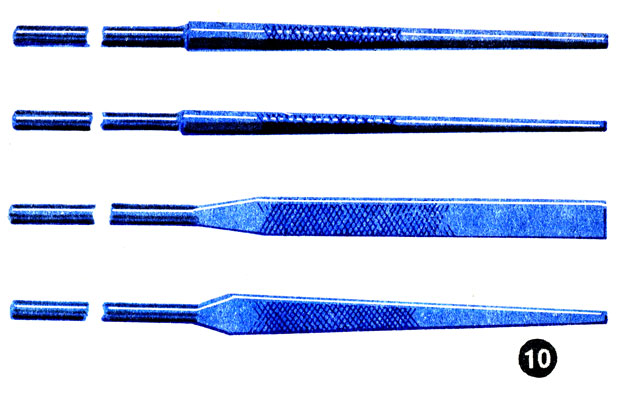
Рис. 10
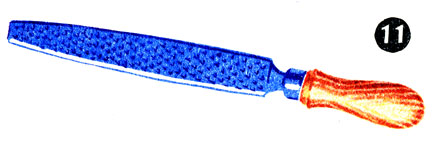
Рис. 11
Для разрезания (распиливания) материалов применяют ножовки (рис. 12): для меди, латуни, алюминия, пластмасс - с шагом зубьев 0,8-1 мм; для стали и чугуна - 1,25-1,6 мм. Для разрезания применяют также ножницы - ручные (рис. 13), рычажные и стуловые, а также труборезы (рис. 14). Для получения цилиндрических отверстий и рассверловки имеющихся слесари пользуются как спиральными, так и перовыми сверлами, а также дрелями - ручными (рис. 15) и электрическими (рис. 16) и сверлильными станками.
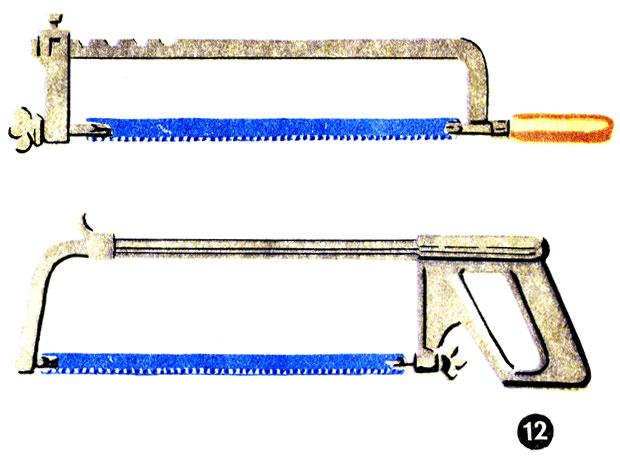
Рис. 12
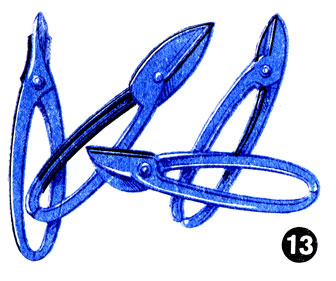
Рис. 13
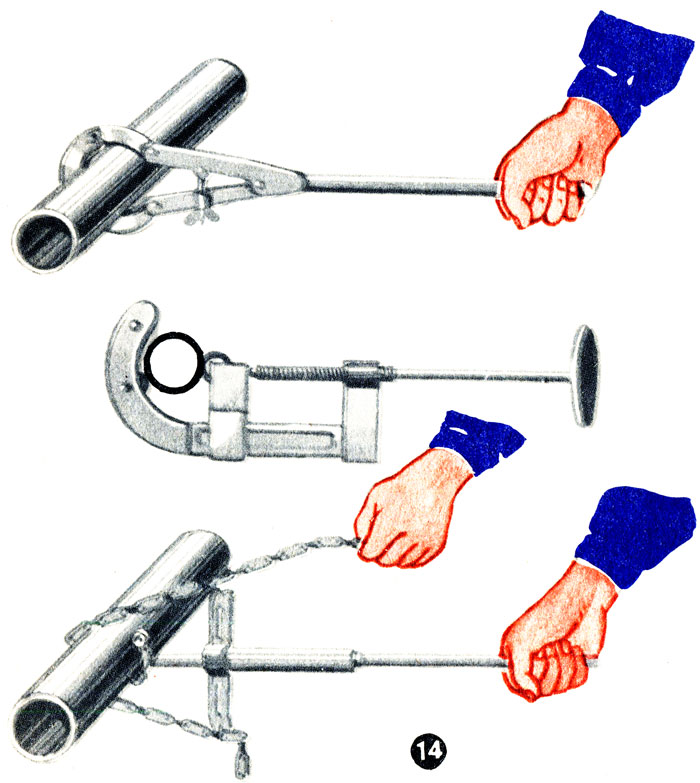
Рис. 14
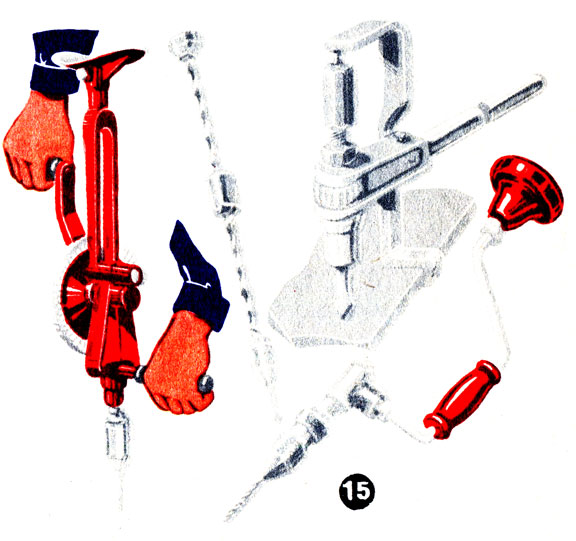
Рис. 15
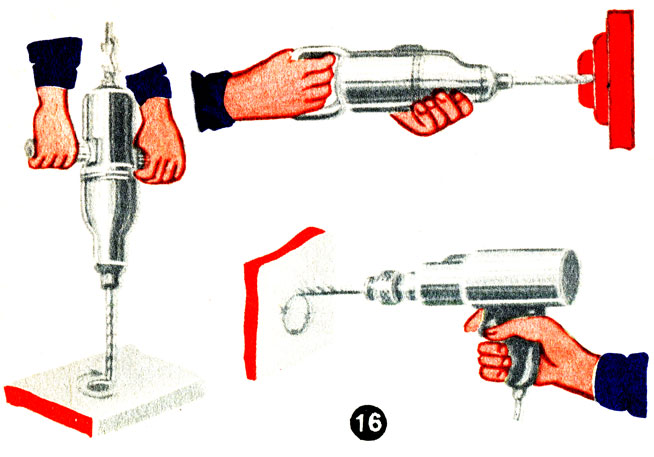
Рис. 16
Для обработки отверстий применяют зенкеры, для снятия фасок - зенковки, для точной чистовой обработки - развертки, для нарезки резьбы - метчики (рис. 17). На хвостовой части этих инструментов имеется квадрат для надевания воротка (рис. 18). Воротки могут быть цельными - с постоянным квадратным отверстием и раздвижными - с винтовым устройством для зажима квадрата.

Рис. 17

Рис. 18
Для нарезания наружной резьбы применяют круглые и призматические плашки (рис. 19, а). Это гайки с прорезанными на нарезной (внутренней) поверхности продольными канавками, которые образуют на винтовых (нарезных) выступах режущие кромки, служащие для вывода при нарезании резьбы стружки. Плашки закрепляют на специальной держалке - плашкодержателе (рис. 19, б).
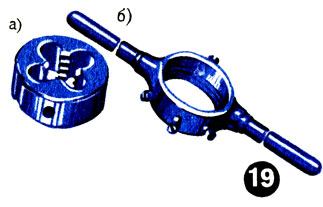
Рис. 19
гаечные ключи - для завинчивания и отвинчивания болтов, гаек, винтов. Отвертки бывают цельнометаллические, проволочные, с деревянными накладками (щечками), с металлической пятой, с диэлектрической ручкой, коловоротные, специальные и машинные. Они различаются по толщине и ширине рабочей части (лезвия), а также по ее длине (2-25 мм). Гаечные ключи имеют головку (рабочую часть), соответствующую квадратным, круглым и шестигранным гайкам, винтам или болтам. Они бывают открытые, накладные, торцовые, универсальные (разводные) и специальные (динамометрические).
Для откусывания и перекусывания проволоки или подобных ей материалов служат кусачки (острогубцы или шипцы), для изгибания и захватывания - круглогубцы или плоскогубцы. Чаще всего слесари пользуются универсальными шипцами - пассатижами (комбинированными плоскогубцами).
В настоящее время на строительных площадках все шире используются наряду с ручным инструментом ручные машины - переносные и стационарные, которые облегчают труд, повышают производительность труда, а также улучшают качество работ.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'