Ссылки
Отвертки
В продаже можно найти отвертки разнообразных конструкций и размеров (рис. 65, А). Для электротехнических работ отвертки делаются, как правило, с длинными деревянными или пластмассовыми ручками, чтобы предотвратить возможность удара электрическим током.
Отвертки для более тяжелых работ имеют металлическую ручку, являющуюся продолжением лезвия. К ручке с обеих сторон прикрепляются пластмассовые или деревянные щечки. Такая ручка не обеспечивает изоляции, поэтому отвертки такого типа не следует применять для электромонтажных работ.
Дома полезно иметь набор отверток разных размеров и для разных целей.
Очень важно, чтобы толщина и ширина рабочего конца (лопатки) отвертки возможно точнее соответствовала прорези (шлицу) винта или шурупа (рис. 65, Б). Желательно, чтобы лопатка входила в шлиц без зазора (рис. 65, В). Если края прорези не замяты, соскальзывание отвертки почти исключено. Если же конец отвертки уже и тоньше, чем нужно, шлиц винта деформируется, заминается иногда настолько, что отвернуть винт невозможно никакой отверткой.
В большинстве случаев отвертку приходится держать правой рукой, нажимая ладонью на конец ручки, а левой рукой фиксируя положение инструмента (рис. 65, Е).
Для создания большего усилия при вывертывании туго сидящего винта иногда пользуются разводным гаечным ключом (рис. 65, Ж). Если винт заржавел и не вывинчивается, его следует смочить керосином и через полчаса-час возобновить отвинчивание. В полукруглой головке винта или шурупа сработанный шлиц можно углубить слесарной ножовкой или пропилить новую прорезь, перпендикулярно испорченной.
Как и всякий инструмент, отвертка в процессе работы изнашивается, и ее рабочий конец время от времени нужно восстанавливать, затачивая на абразивном круге или бруске (рис. 65, И). Когда лопатка становится слишком толстой и короткой, ее следует оттянуть. Для этого рабочий конец нагревают до красного каления и молотком отковывают, а затем опиливают напильником (рис. 65, З). Важно, чтобы стороны лопатки отвертки были параллельны.
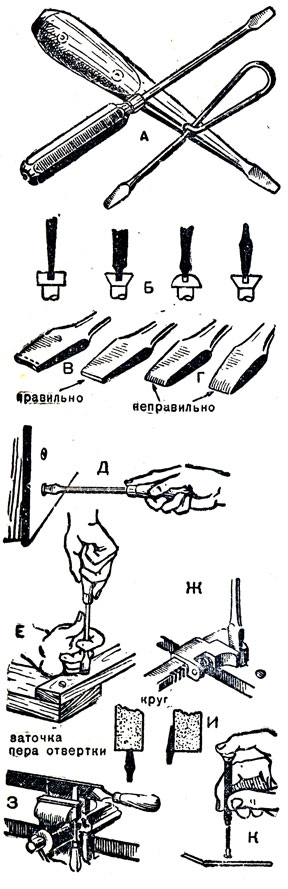
Рис. 65. Отвертки и их заточка: А - разновидности отверток; Б - соответствие рабочего конца отвертки прорези винта; Б - правильная форма лопатки; Г - неправильная заточка рабочего конца; Д - работа одной рукой; Е - работа двумя руками; Ж - увеличение рычага с помощью разводного ключа; З - заточка отвертки напильником; И - заточка на абразивном круге; К - работа часовой отверткой
Придав нужную форму рабочему концу, отвертку закаливают, отпускают и затачивают. Делается это следующим образом. Конец отвертки в 10-12 мм нагревают до красного каления и опускают в чистую воду на глубину не более 5 мм; как только непогруженная в воду часть лопатки потеряет красноту, весь рабочий конец полностью погружают в воду до полного охлаждения. Для уменьшения хрупкости металл нужно отпустить. Лопатку сначала зачищают до блеска наждачной шкуркой и снова нагревают, но уже до темно-пурпурного цвета, опускают в воду и держат в ней, пока металл совершенно не остынет. Только после термической обработки отвертка будет иметь необходимую прочность. Затачивая инструмент, нужно следить, чтобы фаска была ровной; выпуклости и вогнутости ослабляют отвертку. Затачивать нужно на мокром точиле.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'