Ссылки
§ 29. Фрезерные станки
На фрезерных станках можно выполнять разнообразные работы: создавать профили у деталей путем отборки калевок, фальцов, пазов, гребней и др., выполнять гладкое фрезерование кромок, обрабатывать по периметру оконные створки, форточки, фрамуги, дверные полотна и др.
Фрезерные станки различают по расположению шпинделей (верхнее и нижнее), числу шпинделей. Выпускают станки одно-шпиндельные ФЛ-1 (легкие), ФСА-1 (средние), ФТА-1 (тяжелые) с механической подачей. На станке ФЛ-1 можно обрабатывать заготовки толщиной до 80 мм. Частота вращения шпинделя 6000, 12 000 об/мин. На станке ФСА-1 обрабатывают заготовки толщиной до 160 мм. Частота вращения шпинделя 9000 об/мин.
Фрезерный станок (рис. 107, а) представляет собой чугунную станину 1 с неподвижным столом. На станине расположен суппорт 2 с валом и закрепленным в нем шпинделем. Суппорт перемещается по направляющим в вертикальном направлении. Привод осуществляется от электродвигателя через ременную передачу.
Работы на фрезерном станке проводятся по линейке (гладкое или профильное фрезерование прямых деталей) и по кольцу в шаблонах (кривых деталей и обработка кромок у рамок).
Прямолинейные кромки фрезеруют на станках с нижним расположением шпинделя, оборудованных направляющей линейкой с дугой 11 (рис. 107, б). С помощью направляющей линейки можно также выполнять сквозное или несквозное фрезерование профиля. Направляющая линейка состоит из двух частей разной толщины: передняя часть линейки 13 тоньше задней линейки 10 на толщину снимаемого слоя древесины а.
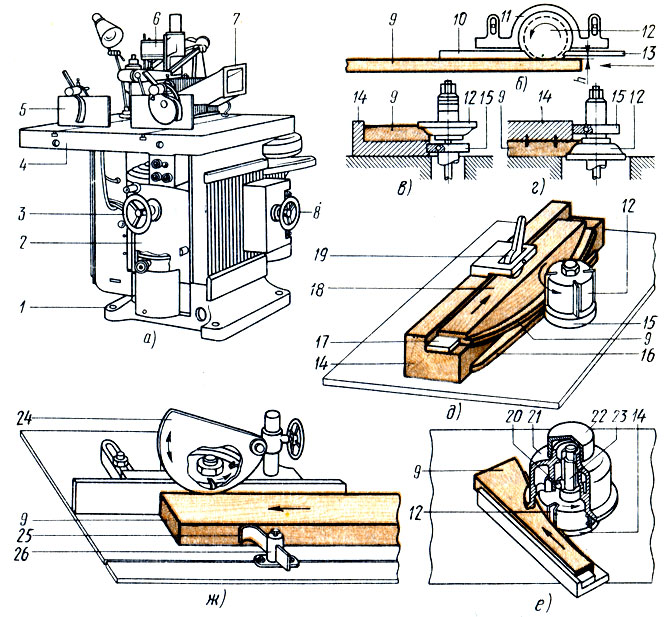
Рис. 107. Фрезерование: а - общий вид фрезерного станка, б - фрезерование по линейке, в - то же, по кольцу с нижним расположением шаблона, г - то же, по кольцу с верхним расположением шаблона, д - приспособление для сквозного фрезерования с прижимом, е - приспособление для сквозного фрезерования без прижима, ж - приспособление для зажима обрабатываемой заготовки; 1 - станина, 2 - суппорт, 3 - маховичок подъема суппорта, 4 - стол, 5 - направляющие, 6 - кронштейн, 7 - воронка (приемная) для отходов, 8 - маховичок для натяжения ремня, 9 - обрабатываемая заготовка, 10 - задняя линейка, 11 - дуга направляющей линейки, 12 - ножевая головка (фреза), 13 - передняя линейка, 14 - шаблон, 15 - упорное кольцо, 16 - кромка шаблона, 17 - упор, 18 - подушка, 19 - прижим, 20 - подшипник, 21 - ограждение, 22 - крышка, 23 - шпиндель, 24 - подвижная часть ограждения фрезы и шпинделя, 25 - пружинящая пластинка, 26 - стойка
Передняя линейка должна быть строго параллельна задней и отстоять от нее на расстоянии 1,5...2 мм, т. е. на толщину снимаемого слоя древесины. Линейки должны быть строго перпендикулярны плоскости стола станка.
При профильном фрезеровании заготовки расстояние между линейками также должно быть 1,5...2 мм; при этом фреза выдвигается относительно линейки на глубину профиля.
При плоском фрезеровании фрезу, головку 12 устанавливают так, чтобы режущие кромки нижнего торца фрезы, головки располагались на 3...5 мм ниже уровня стола.
При несквозном фрезеровании прямолинейных заготовок на столе крепят упоры, ограничивающие длину фрезерования заготовок.
Работают на станке так: рабочий кладет заготовку пластью на стол и, прижимая ее кромкой, подлежащей обработке, к линейке, надвигает на режущий инструмент. Подавать заготовку на инструмент нужно без рывков, равномерно прижимая к линейке.
Криволинейные кромки фрезеруют по кольцу в шаблонах (рис. 107, в, г). При сквозном фрезеровании заготовок с кривым профилем кромки используют приспособление (рис. 107, д), которое состоит из шаблона 14, упора 17 и основания - подушки 18. Заготовку 9 кладут в шаблон и закрепляют в требуемом положении прижимом 19. При сквозном фрезеровании используют приспособление (рис. 107, е), не имеющее прижима. Заготовки, уложенные в шаблоны, должны плотно лежать в них и точно примыкать к упору.
До начала фрезерования заготовка должна быть опилена (при большой кривизне) на ленточнопильном станке с припуском на обработку. После закрепления заготовки шаблон кромкой 16 прижимают к кольцу и перемещают по столу, обрабатывая заготовку. Непрострожка кромок заготовки получается при недостаточном припуске на обработку или при невыдержанном расстоянии между передней и задней линейками. Если при работе профиль детали искажается или смещается, неправильно установлена фреза относительно рабочей плоскости стола. Волнистость обработанной поверхности получается вследствие неплотного прижима детали к направляющим линейкам. При работе с плохо заточенным или тупым инструментом получается мшистая поверхность детали.
Фрезерные станки с ручной подачей опасны в работе. Наибольшую опасность представляет режущий инструмент (фрезы, ножевые головки и др.), так как при фрезеровании руки работающего находятся на близком расстоянии от режущего инструмента.
При работе на станках надо соблюдать правила техники безопасности. Нерабочую часть фрезы и выступающие части (шпиндель) ограждают. При работе по линейке следует применять прижим (рис. 107, ж). При фрезеровании по кольцу заготовки обрабатывают только в шаблонах; режущую часть фрезы, головки нужно оборудовать подвижными ограждениями. Нельзя производить криволинейное фрезерование против слоя древесины.
Линейки должны быть прочно прикреплены к дуге. Станок должен быть оборудован тормозными и блокировочными устройствами.
Работу на станке можно начинать лишь после того, как шпиндель полностью наберет необходимую частоту вращения.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'