Ссылки
Глава I. Основные операции по обработке древесины
§ 1. Рабочее место столяра
Рабочее место столяра, занятого обработкой древесины, оборудуется верстаком (рис. 1, а), набором необходимых инструментов и приспособлений. На верстаке обрабатывают доски, бруски, детали длиной до 3 м, собирают отдельные элементы изделий.
Верстак состоит из крышки 3 (верстачной доски) и основания (подверстачья). Верстачная доска оборудована передними тисками (поперечными) 2 и задними (продольными) 5. На верстачной доске вблизи ее переднего ребра имеется ряд отверстий - гнезд 4, предназначенных для установки деревянных или металлических упоров. Вдоль верстачной доски (с задней стороны) находится лоток 6, в котором размещается мелкий инструмент, необходимый для работы. Основание 1 состоит из стоек, связанных между собой брусками. В некоторых верстаках в подверстачьи устраивают шкаф для хранения инструментов и материалов.
Передние и задние тиски предназначены для зажима в них обрабатываемых элементов. Передние тиски 2 имеют зажимный винт и подкладочную доску 7. Задние тиски 5 с коробкой передвигаются с помощью винта. В гнезда 4 в верстачной доске и задней зажимной коробке вставляют упоры 10, между которыми укладывают в горизонтальном положении обрабатываемый материал. Вращением винта задних тисков материал зажимают. Упоры следует располагать ниже плоскости обрабатываемой древесины, с тем чтобы инструмент их не задевал. Для лучшего удерживания обрабатываемого материала на верстаке в упоре, примыкающем к древесине, делают насечку. В гнезде упор держится пружиной. При обработке материала в вертикальном положении его зажимают либо в передних, либо в задних тисках. Для обработки оконные створки, дверные полотна, форточки кладут между двумя гребенками (упорами) и зажимают задними тисками.
Основание верстака делают из древесины хвойных пород, а верстачную доску (крышку) - из древесины березы, дуба, ясеня, бука. Толщина верстачной доски 60...70 мм, ширина 400...500 мм.
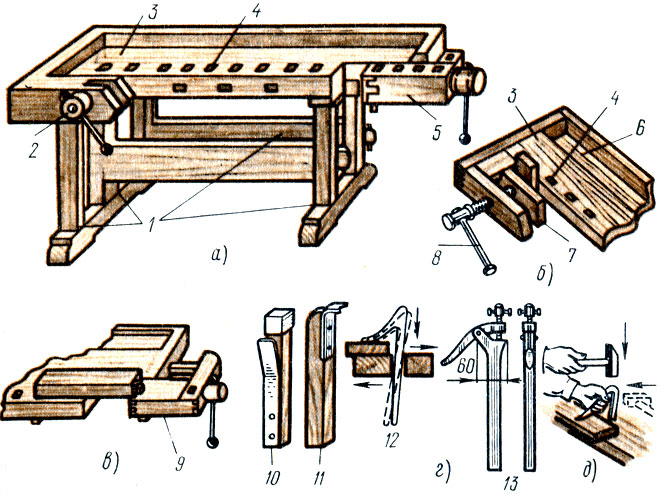
Рис. 1. Столярный верстак: а - общий вид верстака; б - передние тиски, в - задние тиски, г - зажимы, упоры, д - крепление доски валетом простым (прижимом); 1 - основание, 2 - передние тиски, 3 - крышка (верстачная доска), 4 - гнезда сквозные, 5 - задние тиски, 6 - лоток, 7 - подкладочная доска, 8 - винт, 9 - коробка тисков, 10 - клинок-упор, 11 - гребенка, 12 - простой валет, 13 - валет винтовой
По росту верстак подбирают следующим образом: столяр должен встать около верстака и опереться на него ладонями; если в выпрямленном состоянии столяр без затруднений опирается на верстак, то он подобран правильно. При низком верстаке работающему приходится нагибаться, а при высоком - вытягивать руки, что утомляет его.
При эксплуатации верстака надо следить за его исправностью. Верстачная доска должна быть ровной, без перекосов, так как на перекошенной доске трудно выполнять точную работу. Тиски должны прочно зажимать обрабатываемый материал, а болты, скрепляющие верстак, должны быть хорошо затянуты. Клинья должны входить в гнездо плотно, но не слишком туго, чтобы не выколоть их края, причем гнезда должны иметь одинаковый размер, чтобы клин можно было вставить в любое гнездо.
Винты делают обычно металлическими, реже деревянными. Для плавного движения винты и ходовые части верстака периодически смазывают. В нерабочем состоянии винты рекомендуется держать в слегка затянутом состоянии.
Для повышения долговечности верстак после изготовления покрывают олифой. Не следует устанавливать его вблизи отопительных приборов, ставить на него горячие предметы, а также подвергать увлажнению.
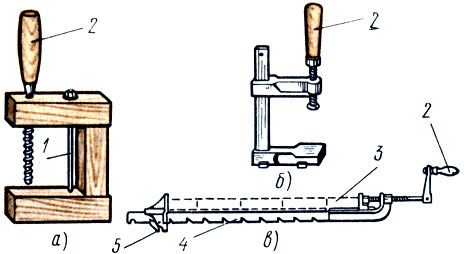
Рис. 2. Приспособления для зажима: а - струбцина деревянная, б - струбцина металлическая, в - вайма для склеивания щитов; 1 - стяжной болт, 2 - винт, 3 - склеиваемые элементы, 4 - остов ваймы, 5 - передвижной упор
При выполнении работ, могущих повредить верстак (пиление, долбление, сверление, резание стамеской), необходимо под обрабатываемые элементы положить доску-подкладку.
Рабочее место должно быть хорошо освещена равномерным светом, содержаться в чистоте, очищено от щепы, стружки, опилок и др. По окончании работы его нужно убирать.
Мелкие детали зажимают струбцинами. Они представляют собой скобу, через один конец которой проходит винт диаметром 20...25 мм с ручкой диаметром 25...30 мм. Струбцины могут быть деревянными (рис. 2, а) или металлическими (рис. 2, б); металлические струбцины более прочные. Для склеивания небольших делянок в щиты применяют металлические ваймы (рис. 2, в).
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'