Ссылки
Приемы слесарного мастерства
Общие указания
Для того, чтобы сделать какую - либо вещь, необходимо иметь чертеж, рисунок или модель этой вещи. Затем приступают к выбору материала. Этот выбор должен быть строго сообразован с назначением той вещи, которая делается, и прочностью, красотой и т. п. Если материал требует предварительной проковки или каких - нибудь других подготовительных работ, то по их выполнении необходимо убедиться, что не произошло каких - либо изъянов, которые не могут, быть допущены. Недостатки эти, кроме неверности размеров могут обнаружиться в виде трещин, дурной сварки, неправильного расположения частей и т. п. Если после отковки вещь приняла неправильную форму или несимметричное расположение частей по отношению к главной оси, то ее уже нельзя обделать в требуемую форму, хотя бы и при известном запасе материала в стороны. Здесь приходится отковывать вещь заново.
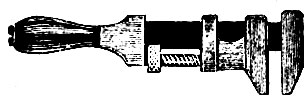
Рис. 103. Раздвижной гаечный ключ
Кузнечная работа, однако, не всегда предшествует слесарной. Иногда слесарь просто берет кусок железа или стали, оболванивает его и затем приступает к отделке. Оболванивание ведется, обычно, на глаз, но остальная обработка должна производиться не иначе, как после предварительной разбивки и разметки частей по масштабу. Разметка эта производится керном, при помощи линейки, наугольника, циркуля и других приспособлений.
Мы уже говорили, что почти все слесарные работы сосредоточиваются на верстаке и тисках. Первая из таких работ - это придание вещи размеров и форм, согласно сделанному контуру или риске. Первоначальная риска обязательно должна быть закреплена на поверхности предмета нанесением на контур ряда пунктирных точек легкими ударами молотка по наставленному керну или полосок, если наставляется зубило. После закрепления рисок приступают к снятию излишнего металла. Это следует делать с возможно меньшей затратой времени и труда - самыми грубыми инструментами, с тем только, чтобы, увлекшись, не запилить дальше, чем нужно и тем не испортить вещи. К этим инструментам, как мы говорили, относятся зубила и драчевые пилы.
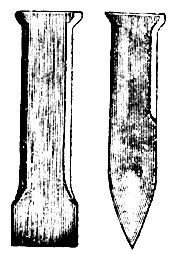
Рис. 104. Слесарное зубило
Разрубка и вырубка всегда предшествует опиливанию, при чем, конечно, надо, чтобы зубило было подходящих размеров, достаточно остро и хорошо закалено. Тяжелые вещи рубят на верстаке без всякого закрепления, ударами ручника по зубилу, наставленному на риску; небольшие вещи зажимают в тиски так, чтобы риска, по которой нужно рубить, находилась как можно ближе к щекам тисков и не получалось рычажного действия, выворачивающего из тисков обрабатываемый предмет. Надрубку следует делать по рискам, нанесенным со всех четырех (если это возможно) сторон, или с двух сторон, если обрабатывается плоский кусок металла. Когда надрубка сделана на достаточную глубину, зубило отставляется и ударами ручника по надрубленной части эту последнюю отламывают. Неровности надлома сперва обравнивают тем же зубилом, ставя его наклонно вдоль излома; а когда грубая стружка будет этим удалена, следует приступить к обработке напилками.
Кроме разрубки и обрубки металла, тем же зубилом может производиться также и вырубка каналов, соответствующая столярной выборке шпунта.
Вырубать следует довольно осторожно, оставляя небольшой запас около линии риски, чтобы можно было его еще сгладить напильниками. Что же касается вырубки сквозных отверстий, то их сначала высверливают одной или несколькими дырами, а затем уже эти дыры соединяют, вырубая зубилом связывающие их стенки и сглаживая получившиеся пробоины напильниками.
Если вырубка и прорубка производится в тисках, то металл зажимается в них риской вверх, листовой же металл обрабатывается обычно на правильной доске.
Сглаживание поверхностей. После обработки металла зубилом, как бы хорошо ни была сделана эта работа, всегда имеется необходимость сгладить поверхности обработанных мест. Эта работа всегда производится напилками.
Работа пилами и напилками, несмотря на кажущуюся легкость и простоту, принадлежит к числу самых утомительных и кропотливых работ. Начинающий должен запастись терпением и работать спокойно, не раздражаясь из - за того, что работа, несмотря на все старания, подвигается чрезвычайно медленно. Если, раздражаясь этим, чрезмерно ускорять работу, то можно причинить обрабатываемой вещи такие изъяны, которые подчас и не исправишь.
Выбор пил, их формы насечки и величины, обусловливается характером работы; самая же работа должна проводиться в известной последовательности, т. - е. сперва наиболее грубыми и затем все более и более тонкими инструментами, совсем так же, как это нами указывалось при описании приемов столярных работ.
Обрубок металла зажимают в тиски так, чтобы опиливаемая поверхность была обращена кверху и имела строго горизонтальное положение. Иначе во время работы можно незаметно перекосить вещь, и это станет заметным уже тогда, когда исправить ошибку почти не будет возможно.
Выбрав подходящий напилок, берут его правой рукой за ручку, а левой - за конец пилы. В этом положении пилу двигают взад и вперед параллельно риске, стараясь производить возможно более равномерные движения и давая на пилу левой рукой равномерный, но не очень сильный нажим. Время - от - времени правильность работы следует проверять наугольником. Сняв излишнюю массу металла грубым напилком, выверив и насколько возможно выровняв полученную поверхность, берут уже личной напилок и работают точно таким же образом, только соблюдая еще большую осторожность и почти не нажимая левой рукой. Тоже следует проделать и шлифным напилком, после которого поверхность должна стать уже совершенно гладкой, без малейших штрихов или царапин.
Если опиливаемая поверхность слишком длинная, так что напилок нельзя направить вдоль ее, то опилка делается наискось и при том настолько близко к перпендикулярному направлению, насколько позволяет рукоятка. Опилив поверхность по одному направлению, опиливают ее по другому так чтобы наклонные штрихи, произведенные первой пилкой, были пересечены штрихами второй. Когда такая опиловка сделана, необходимо сгладить ее напильником, у которого хвост вместе с ручкой отогнут вверх под прямым углом если и после этой опиловки следы напильника останутся, то их можно сгладить точильным камнем.
Опиловка граней призмы может представить некоторое затруднение для начинающего, но по существу эта работа так же проста, как и опиливание прямых поверхностей. Она требует только частой проверки наугольником правильности сторон и углов. Для этого прежде всего опиливают торец и производят на нем разбивку фигуры по обычным геометрическим правилам. Затем, зажав брусок в тиски, опиливают одну из граней, строго придерживаясь риски и возможно часто проверяя правильность работы. После этого перевертывают брусок так, чтобы было удобно опилить сторону, параллельную обделанной. Когда эта сторона будет готова, то продолжают работу на других плоскостях фигуры придерживаясь того же правила, т. - е. последовательно обрабатывая параллельные стороны и проверяя стороны и углы, складным наугольником, закрепленным в требующемся положении. Восьмигранная призма опиливается, согласно этому же правилу, сперва на 4 грани, а затем каждый из образовавшихся углов срезывается так, чтобы соприкасающиеся поверхности составили угол в 115°.
Выемки и углубления пропиливаются, смотря по очертаниям, плоскими, полукруглыми или круглыми напильниками. Все такие углубления или прорубаются предварительно зубилом или просверливаются сверлами, а напилками производится уже отделка их начисто.
Труднее всех остальных работ - опилить круглую поверхность. Конечно, если в мастерской имеется токарный станок; то такая работа может быть выполнена на нем легко и скоро, токарными инструментами для обточки металла (о них мы скажем ниже); если же работу эту приходится делать в тисках, то поступают так: предположим, что нам надо опилить стержень болта, откованный в кузнице и имеющий четырехгранную головку. Для этого головку зажимают в ручные тиски, а в большие слесарные - зажимают деревянный брусок, в котором сделана полукруглая выемка. Затем в выемку бруска заправляют свободный конец болта, а левой рукой берут тисочки и придают болту вращательное движение вокруг его оси. Напилок в это время держат в одной правой руке, двигая им по всей обрабатываемой поверхности, стараясь, чтобы и вращение болта, и продвижение по нем напилка были бы равномерными. Совершенно правильную круглую поверхность получить таким способом, однако, довольно трудно.
Остается отметить, что еще недостаточно выучиться хорошо работать пилами и напилками, т. - е. ровно и гладко обрабатывать поверхности, необходимо знать также и основные правила экономного обращения с инструментами.
При большом количестве работы у каждого слесаря получается довольно значительный расход на пилы и напилки, тем более, что их приходится покупать всегда готовыми и выбирать наилучшего качества. Понятно поэтому, что бережливое обращение с ними и возможно меньшее их расходование может составить весьма существенную экономию.
Между тем, все начинающие обычно напирают именно на работу пилами, что приводит к тому, что пилы стираются при удалении таких больших масс металла, которые вполне могли бы быть снятыми при помощи зубила. Это происходит потому, что обрубка и вырубка гораздо труднее даются начинающему мастеру, чем опиливание и пропилка, но тем не менее надо настоятельно советовать не уклоняться и от работы зубилом. Трудность работы еще не означает ее невозможности, и усилия, затраченные вначале, с лихвой окупятся потом.
Кроме того, следует иметь в виду, что при работе напильниками всякую черноту, ржавчину и т. п. грязь нужно снимать с металла старым напильником, а не новым, во избежание скорого его затупления. Затем напильник, которым однажды работали по железу, не годится для работы по меди, в то время как напильники, которыми работали по меди, могут пускаться и для работы по железу.
Нажим напильника должен быть равномерным при любом его положении, иначе одна часть его сработается быстро и испортит весь напильник, в то время как другие его части могли бы еще послужить. Равномерное нажимание напилка при движении им от самого конца до рукоятки всегда обеспечивает более продолжительный срок его годности.
Напильники и пилы часто загрязняются маслом или салом, к которому пристают мелкие опилки металла, забивающие в конце - концов все промежутки насечки. Очистить эту налипшую грязь не трудно - следует промыть напильник горячим щелоком, а еще лучше - прокипятить в нем, при чем вся грязь легко отстает. Не очень засоренные напилки можно чистить и медной щеточкой, о которой мы уже говорили ранее.
Кстати, не лишним будет отметить, что стертые напилки можно отдать вновь насечь или же - употребить сталь, всегда прекрасного качества, на переделку в какие - либо другие инструменты.
Сверление. В металлах так же, как и в дереве, можно делать сквозные и несквозные отверстия. Если эти отверстия должны иметь круглые очертания, то их высверливают.
Сверление металла, как мы уже знаем, производится с помощью перок, выбор которых должен быть сообразован с твердостью металлов и чистотой работы. Сталь сверлится довольно трудно, железо - легче, а сверление меди, в особенности красной, не представляет вовсе никаких затруднений.
Большие дыры, между прочим, легче вовсе не сверлить, а проделывать в кузнице, после чего прочищать их круглыми напилками. Мелкие же дыры сверлятся непосредственно, перкой, соответствующего диаметру отверстия, номера.
Центр предполагаемого отверстия перед началом работы надо хорошо наметить ударом ручника по наставленному керну. Маленькое углубление, которое от этого получится на поверхности металла, будет нас гарантировать от того, что вращающееся сверло не соскользнет по гладкой поверхности металла с назначенного места.
Клепка. Соединение нетолстых металлических поверхностей часто производится последством заклепок, которые делаются из не очень твердого тягучего металла - железа или меди. Заклепки имеют вид короткого, толстого гвоздя, без острия, но с крепкой головкой. Они имеются в продаже самых разнообразных форм и величин, хотя их не трудно сделать и самому. Это в миниатюре тот же болт, с полукруглой или конической потайной головкой, с той только разницей, что при скреплении заклепки свободный ее конец не имеет гайки, а только осаживается до образования другой головки, соответствующей по форме готовой головке, имеющейся на другом конце.
Если заклепка сделана из меди, то она загоняется без нагревания, так как этот металл настолько мягок, что легко изменяет форму от ударов молотка в холодном состоянии. Железные же заклепки напротив - необходимо нагреть в кузнечном горне.
Чтобы соединить две металлические плоскости посредством заклепок, необходимо в местах предполагаемого закрепления просверлить предварительно круглые отверстия. Заклепки вкладываются, как показано на рис. 105 - а, головкою вниз, так что свободный конец ее выступает наружу. Этот конец осаживают до образования другой головки, как видно на том же рисунке. Удары молотком следует наносить редкие, не сильные, чтобы не испортить формы головки заклепки и не согнуть эту заклепку на сторону. Самая клепка производится на правильной доске или в тисках, если приходится соединять небольшие поверхности. При клепке же больших предметов, например, паровых котлов, приемы работы несколько изменяются: здесь нужен уже второй человек, который придерживал бы заклепку с другой стороны молотом и еще каким - либо приспособлением. Работа этого второго человека очень тяжелая, так как ему приходится все время находиться внутри котла среди отраженного его стенками адского грохота ударов молота. Обычно такие рабочие почти теряют слух, почему за ними в обиходе утвердилось название "глухарей". В крупном производстве, конечно, желательно иметь механические клепальные приспособления, но говорить о них не входит в нашу задачу.
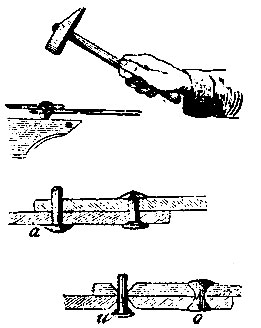
Рис. 105. Производство клепки
Возвращаемся к нашим небольшим работам. Иногда необходимо сделать заклепку так, чтобы головки заклепок не выступали над общей плоскостью соединяемых поверхностей. Тогда приходится делать потайные головки, которым придают форму конуса, обращенного вершиной вниз. Весьма понятно, что отверстия для такой клепки необходимо расширить на конус при помощи зенковки. Когда такая заклепка произведена, то ее еще сглаживают сверху напильником, так что она становится почти совсем незаметной.
Нарезка винтов и гаек. Винтовая нарезка, как известно, может быть двух родов - наружная и внутренняя. Первая нарезается на круговой поверхности цилиндрических стержней или винтов, вторая - в соответствующих им углублениях гаек. Приборы, посредством которых производится эта работа, уже были нами описаны выше: здесь же приведем более подробные данные о том, как необходимо производить эту работу.
Что касается самой нарезки винтов и гаек, то работа эта весьма не сложная. Общие же приемы нарезки распадаются на нарезывание на винтовальной доске, если толщина винта не превышает ½ сантиметра, и на нарезку с помощью клуппа, если эта толщина больше. Крупная резьба на толстых стержнях может быть исполнена только на токарном станке. О ней мы говорить не будем.
Наибольший интерес представляет нарезка с помощью клуппа, которая производится так: металлический стержень, по окружности которого должна производиться винтовая нарезка, зажимается в тиски в строго вертикальном положении и вверх острием. Затем берут клупп со вставленными в него двумя половинками плашек, пригоняют их диаметр по размеру несколько больше диаметра винтовой резьбы, которую хотят сделать. Плашки эти. после того как клупп будет надет на стержень, плотно зажимаются зажимным винтом клуппа, при чем концевая поверхность стержня должна быть в одной плоскости с верхней поверхностью плашек.
Самая нарезка производится так: взяв обеими руками за ручки клуппа, начинают вращать его то вправо, то влево, подвигая его с каждым движением рук несколько дальше вперед. Когда клупп пройдет всю кривую поверхность винта, плашки стягивают немного туже зажимным винтом и начинают вращать его таким же образом в обратную сторону, при чем он будет подниматься вверх, несколько углубляя резьбу. Дойдя до верха, вновь подтягивают зажимный винт и продолжают работу таким же образом до тех пор, пока половинки плашки не сойдутся плотно одна к другой. После этого нужно продолжать ту же работу до тех пор, пока нарезка по всей длине не станет совершенно чистой.
Для того, чтобы не перерезать винта, т. - е., чтобы не сделать винта слишком свободным, необходимо время - отвремени примерять на него гайку, которая, как правило, должна быть сделана заранее. Если при этом окажется, что гайка, хотя и туго, но все - таки идет по всей резьбе винта, то клупп немедленно снимают и нарезка винта этим заканчивается.
Во все время производства работ по нарезке винта или гайки необходимо постоянно смазывать режущие плоскости маслом или салом, отчего работа идет легче и скорее. Кроме того масло охлаждает режущие плоскости, которые без этого сильно раскаляются. Раскаливание же ведет к быстрому изнашиванию плашек.
Что касается нарезывания гаек, то, как мы уже говорили, оно производится метчиком.
Гайку, которую желают нарезать, зажимают в тиски и в просверленное в ней заранее круглое отверстие вставляют узкий конусообразный конец метчика, следя за тем, чтобы метчик стоял совершенно правильно, т. - е., чтобы его ось вполне совпадала с центром отверстия гайки. После установки метчика на его верхний четырехгранный конец надевается вороток и приступают к вращению его для образования винтового хода в отверстии гайки.
Если гайка сделана из железа, то во время работы необходимо в отверстие подливать масла для уменьшения сопротивления маталла нарезыванию. Медные гайки, как более мягкие, нарезаются без масла.
Метчик при нарезывании гайки пропускается в отверстие гайки до конца его и затем вынимается, но этим работа еще не заканчивается, так как резьба, сделанная коническим метчиком, будет не глубока и достаточно чиста. Чтобы исправить эти недостатки, необходимо пропустить сквозь гайку еще цилиндрический метчик, с более острыми и крепкими режущими краями, не забывая подливать масло и не нажимая слишком на вороток, если работа идет туго. Вообще, при нарезке резьбы как винтовой, так и гаечной не следует торопиться скорее нарезать резьбу, так как от сильного трения закалка режущих граней инструментов может отпуститься - сделаться мягкою и, следовательно, непригодною для резьбы.
Когда нарезка гайки окончена, необходимо прочистить ее винтовой ход от приставших к нему опилок, что делается сухой тряпочкой или, что еще лучше, концами бумажной пряжи. Затем, остается испробовать гайку навинчиванием ее на соответствующий болт, и если при этом окажется, что она идет слишком туго, так что гаечный ключ нельзя повернуть, то необходимо будет гайку раздать. Это делается так: берут полоску жести, вставляют ее в отверстие гайки и затем снова пропускают сквозь это отверстие цилиндрический метчик. Полоска жести, выгибаясь по резьбе гайки, утолщает ее и выходит вместе с метчиком.
При нарезке винтов и гаек необходимо следить, чтобы плашки и метчики были бы перед употреблением хорошо прочищены, отпущены до требуемой твердости и вообще вполне исправны. Иначе из - за большого сопротивления нарезываемого металла они могут лопнуть или выкрошиться.
Обычно плашки и метчики покупаются готовыми, но, имея некоторое оборудование и навык, их не трудно сделать и самому.
Чтобы приготовить метчик, берут круглый стальной стержень подходящего размера, а если такового не имеется, то - просто кусок стали и обтачивают его на токарном станке. Затем, запилив на одном конце стержня квадратную головку, зажимают стержень в тиски и нарезают, как обыкновенный винт. После этого остается только пропилить напильником канавки вдоль метчика, закалить его и отпустить до желтого цвета. Пропиливание канавок надо делать осторожно, чтобы не смять и не выкрошить резьбу. Зажимать при этом метчик приходится по всей длине, и чтобы щеки тисков не смяли нарезку, между ними и метчиком прокладываются или свинцовые губы, или же просто тонкие дощечки мягкого дерева.
Плашки заготовляют из хорошо закаленной стали и нарезают так же, как и гайки - метчиком, затем их закаливают и отпускают до желтого цвета.
В заключение нашего описания нарезки винтов и гаек, скажем несколько слов относительно размеров винтовой нарезки по отношению к диаметру винта. Это отношение нельзя брать произвольно. Толщина завитка определяется числом витков на взятой единице длины и этой толщине завитка должен соответствовать определенный диаметр винта. Отношение между величиной хода винта и диаметром определяет степень наклона винтовой нарезки. Величина угла, образуемого этим наклоном, бывает весьма различна, но находится в строгой зависимости от отношения диаметра к ходу винта. Так, если диаметр в 3 - 10 раз больше хода винта, то угол наклона будет 6°3' - 1°5'. На практике обыкновенно принято делать диаметр винта, включая сюда толщину резьбы, равную 3 ½ - 4 раза более хода того же винта; откуда следует, что вышина нарезки или глубина впадин между двумя смежными нарезками будет 1/7 - 1/8 наружного диаметра винта.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'