Ссылки
Выделка бочарных изделий
Наиболее трудной по выделке бондарной посудой являются бочки. Научившись хорошо изготовлять их, мастер уже без всякого затруднения сможет сделать кадку, ушат и пр. предметы. Поэтому все наше внимание мы обратим именно на рассмотрение приемов производства бочек.
Всем известно, что бочки имеют выпуклую форму боковых стенок. Это делается умышленно, так как именно такая форма придает бочке, при сравнительной тонкости ее стенок, большую прочность, чем это было бы, скажем, при стенках цилиндрической формы. При этом последнем, для такого количества содержимого пришлось делать все стенки значительно толще и было бы гораздо труднее укрепить днища. Вес бочек от этого конечно значительно увеличился бы.
Однако, необходимость придавать бочкам такую, относительно сложную, форму сильно затрудняет расчет ее вместимости, а точность в этом отношении играет немаловажную роль - недаром, например, сорокаведерная бочка является своего рода практически установившейся официальной мерой.
Конечно, если предполагается изготовлять бочки только для личного потребления, то точный расчет бочек не будет иметь особенного значения, но для изготовления бочек на сторону необходимо научиться их рассчитывать.
Расчет этот производится следующим образом: в основу берутся высота бочки от верхнего до нижнего днища и диаметры - малый - у дна и большой - в , среднем, самом толстом .месте (брюхе) бочки. Размеры эти удобнее всего взять в дециметрах (1 дециметр=10 сантиметрам).
Каждый поперечник (большой и малый) нужно прежде всего умножить на самого себя. Затем, большее из полученных чисел - удвоить и прибавить к меньшему. То, что получится, нужно умножить на высоту бочки. А затем полученное новое число умножить еще на число 3,14. Наконец, число, полученное от такого умножения (на 3,14), следует разделить на 12. Число, которое получится от этого деления, и будет выражать объем бочки в литрах.
Если желательно знать емкость бочки в ведрах, то полученное число литров нужно еще раз разделить на 12 (в ведре 12 литров).
Для примера рассчитаем емкость бочки, у которой поперечник дна=5 дециметрам (50 см), а в брюхе - б дециметров (60 см), высота же бочки равна 7 дециметрам (70 см).
Тогда емкость бочки найдем так: 1) 5х5 = 25; 2) 6х6= 36; 3) 36х2=72; 4) 72 + 25 = 97; 5) 97х7 = 679; 6) 679х3,14 = 2132 (приблизительно); 7)2132:12=148 литров (приблизительно); 8) 178 : 12 = 15 ведер (приблизительно).
Мерная величина бочек у нас в СССР - 40 ведер. Так как ведро воды весит 30 фун., и имеет емкость 12 литров, то сорокаведерная бочка будет иметь емкость 480 литров, т. - е. будет вмещать в себе почти полтонны воды (тонна равна весу 1000 литров (1 куб. метр воды).
Покончив с этим расчетом, нам придется рассчитать еще форму и количество отдельных клепок, которые пойдут на изготовление данной бочки.
Мы уже говорили ранее, что клепки имеют форму суживающуюся к концам; понятно, что это происходит оттого, что диаметр бочки меньше у днищ и больше в средине. Таким образом, в отношении размеров, ширина всех клепок данной бочки должна равняться: - для концов клепок - крайним окружностям бочки и для средней части клепок - средней окружности. На практике эту величину можно рассчитать, исходя из того положения, что средний поперечник бочек делается, обычно, на одну пятую большим, чем крайние поперечники.
Для того, чтобы бочка была крепкой при всякой величине, для каждого размера бочки нужно брать и разные размеры и количество клепок.
Для примера остановимся подробнее на том, как узнать длину, ширину и толщину клепок, их число, очертание, поперечный и продольный разрезы и угол скоса узких боковых граней для бочки высотою в 70 см и с поперечниками в брюхе и дне в 60 и 50 сантиметров.
Длину клепки берут, обычно, на 1/6 долю больше предположенной высоты бочки. Такую надбавку в длине делают в расчете на обрезку неравных краев клепок в собранной уже бочке. Кроме того, нужно иметь в виду, что днища зарезают, отступя на несколько сантиметров от краев бочки.
Ширина клепок может быть различна для бочек одного и того же размера и формы. Даже в одной и той же бочке клепки могут быть разной ширины. Но при этом нужно помнить, что чем шире клепка, тем толще нужно брать клепчины для ее выделки, так как отесыванием нужно придать клепкам изгиб в поперечном направлении. Понятно, что для сохранения и лучшего использования материала небольшие бочки лучше собирать из узких клепок, а большие - из широких. Чем меньше поперечник бочки, тем круче должен быть изгиб клепки в поперечном направлении.
Толщина клепок, в свою очередь, зависит от их ширины, а также от величины бочки, от ее высоты, т. - е., иначе говоря, от длины клепок. Чем больше бочка, чем шире и длиннее клепки, тем и толщина их должна быть больше, Для средней величины бочек эта толщина клепок изменяется от 2 - х до 3 - х сантиметров на концах клеток. От толщины клепок зависит отчасти прочность бочек. Поэтому, чем прочнее должна быть бочка, тем толще берут и клепки для нее. Толщина клепок в бочке обыкновенной формы должна равняться, примерно, одной пятой доли разности между поперечниками ее в брюхе и в дне.
По такому расчету толщина клепок, во взятой нами для примера бочке, должна быть равна 2 сантиметрам: 1) 60 - 50=10 см; 2) 10:5=2 см).
Длину же их нужно взять примерно в 84 см.
Ширину клепок нашей бочки мы найдем вместе с их числом. Для нахождения того и другого поступают так:
Бондарь чертит на гладком досчатом щите циркулем (или лучком) две окружности, одну в другой. Поперечник большей окружности должен быть равен поперечнику бочки в брюхе. (Для нашего примера он будет равен 60 сантиметрам). А поперечник малой окружности должен быть равен поперечнику дна бочки. Для нашего примера этот поперечник будет 50 см.
Стало - быть, чтобы начертить обе эти окружности, нужно один раз расставить ножки циркуля на половину поперечника брюха (на 30 см) и в другой раз - на половину поперечника дна (на 25 см).
Большой круг с поперечником 60 см соответствует брюху бочки, а малый, с поперечником 50 см - ее дну. (рис. 62).
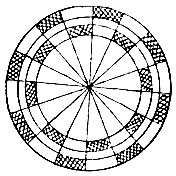
Рис. 62. Брюхо бочки с поперечником
Окружность большого круга мастер разбивает на равные части такой длины, какова ширина взятой им клепки, например, - 12 сантиметров. Эту ширину уложим по длине большой окружности, где она уложится, примерно, 16 раз. Значит, что для нашей бочки нужно 16 клепок по 12 см шириной каждая. При другой ширине клепок и число их соответственно изменится.
Ширина концов клепок по этой же системе определяется так: деления большой окружности соединяются прямыми линиями с центром; линии разделят по дороге окружность малого круга и как раз дадут ширину клепок около уторов (прорезов для вставки днищ).
В нашем примере взяты клепки шириною 12 см в середине. Следовательно, их ширина на концах (в уторах) будет 10 см [1) 12 : 5=2; 2) 12 - 2=10].
На рисунке 62 можно наметить и толщину клепки. Для этого промежуток между большой и малой окружностями нужно разделить на 5 равных частей. Две пятых доли этого промежутка и будут равны толщине клепки. В нашем примере ширина промежутка между окружностями равна 5 см (30 - 25=5). Одна пятая доля его будет 1 см. А две пятых - 2 сантиметра. Такова же выходила толщина клепок и при ранее сделанном расчете по разности поперечников брюха и дна бочки [1) 60 - 50=10 см; 2) 10 : 5 = 2 см].
Толщина клепок размечена на нашем рисунке, как по окружности большого круга, так и по окружности малого. По такой разметке удобно проверять углы скоса боковых узких граней клепок, как в концах их, так и по середине. По рисунку же можно проверять и изгиб клепок в поперечном направлении, т. - е. изгиб их по выпуклой наружной поверхности и по их вогнутой, внутренней поверхности как на торцах клепок, так и по среднему их сечению.
Таким образом, на нашем рисунке имеются все необходимые размеры для того, чтобы изготовить клепки нужной величины и формы для нашей бочки. Известно также и число клепок бочки (16).
Согласно этому расчету, и следует заранее же изготовить все шаблоны, ладила и т. п, вспомогательные принадлежности, с которыми дальнейшая работа будет уже сравнительно не сложной.
Далее, клепки обрабатываются до придания им нужной формы, исходя из обычных правил столярного мастерства и с применением в соответствующих случаях специальных инструментов, описывавшихся нами ранее.
Еще проще обрабатываются донные доски, так как здесь приходится применять только те правила, которые нами давались для сборки обыкновенного щита.
Сборка бочки из готовых клепок производится так: приготовляют так называемый "рабочий" обруч, диаметром, равным среднему поперечнику бочки. С внутренней стороны в этот обруч вбивается гвоздь, который служит в качестве временной опоры для вставляемых клепок. Затем в обруч начинают вкладывать одну за другой все клепки и надевают на получившийся остов другой, более узкий, обруч, который стягивает все клепки плотнее, а рабочий обруч снимают. Можно надеть также несколько обручей один немного уже другого с обеих сторон среднего обруча. Де - лается это для того, чтобы при последующем сгибании клепок, они не могли бы сломаться или слишком сильно выпятиться на брюхе. Получается так называемое "дупло" бочки (рис. 63).

Рис. 63. Дупло бочки
Дупло бочек среднего размера собирают несколько иначе.
Берут головной обруч, т. - е. обруч наименьшего размера, который пригоден для стягивания клепок на концах бочки. Его прикрепляют к концам трех клепок, вставленных внутрь его. Прикрепление это производят с помощью зажимов, сходных с теми, какими закрепляют на веревках белье для сушки. Клепки располагают в обруче, примерно, на равных расстояниях друг от друга. Обруч держится теперь на трех клепках, как на ножках. Далее, начинают вставлять в обруч остальные заготовленные клепки, заполняя ими пустые промежутки между тремя клепками по внутренней окружности обруча. Сначала заполняют два из этих трех промежутков, по обе стороны от одной из трех клепок. Сделав это, уплотняют набранные в обруч клепки, передвигая те из них, которые скреплены с обручем. Затем, сняв зажим с первой (головной) клепки, прикрепляют с его помощью еще одну клепку к обручу как раз в середине оставшегося пустого промежутка. Этой клепкой пустой промежуток разделяется на две части. Набор клепок в обруч продолжают, заполняя оба пустых промежутка, вплоть до вновь закрепленной клепки. Наконец, и эту последнюю клепку нужно будет сдвинуть в ту или другую сторону, плотно прижать ее к остальным клепкам и вновь прикрепить к обручу. Теперь в обруче остается пустым лишь очень небольшой промежуток. Его заполняют подходящей по ширине клепкой. Если этот промежуток слишком узок, то, чтобы его расширить, уменьшают ширину двух соседних клепок. Для этого у них стесывают и вновь остругивают боковые грани.
При сборке бочки нужно следить, чтобы верхнее и нижнее ее отверстия были одинаковыми по величине. Тогда верхнее и нижнее днища будут иметь одинаковые поперечники. При неодинаковом сужении концов клепок случается, что верхнее и нижнее отверстия бочки выходят неодинаковыми. Этот недостаток легко исправить. Нужно лишь перевернуть одну или несколько клепок более широкими концами в сторону более узкого отверстия. Эта работа называется уравниванием бочки.
Для сборки очень больших бочек берут железный рабочий обруч (натяжной обруч) с поперечником, равным поперечнику брюха бочки. Для поддержания его на весу к трем клепкам прибивают с наружной стороны деревянные брусочки по середине клепок.
Затем, вставляют промежуточные клепки, уплотняя иХ перемещением трех основных (головных) клепок.
Затем на собранное дупло набивают обручи, сначала брюшные, потом головные.
Это приходится делать потому, что толстые клепки больших бочек нельзя согнуть сразу настолько, чтобы надеть головные обручи. Кроме того, рабочий (натяжной) обруч, совместно с брюшными обручами, не позволяет клепкам рассыпаться и перекашиваться при опрокидывании дупла.
Затем дупло следует распарить, что лучше всего делать в специальной печи, которая нами была описана ранее, но можно сделать и более упрощенным способом, до простого размачивания включительно. При производстве распаривания не в специальной печи следует только помнить, что нельзя дать клепкам пересохнуть, так как от этого они станут хрупкими, а также, что при недостаточной распарке клепки также могут сломаться при сгибании.
Когда клепки дупла достаточно распарятся, можно приступить к их загибанию. Загибание дупла после распарки производят с помощью веревочной петли. При выделке бочонков эту петлю затягивают вокруг бочки простой палкой - закруткой. При производстве бочек пользуются затяжками и воротом.
На шейную часть дупла накидывают веревочную петлю и постепенно затягивают ее закруткой, затяжкой или воротом. Клепки от этого загибаются и концы их сходятся.
При этом нередко, то одна, то другая клепка выходит, выпирает из ряда. Клепки, как говорят бочары, желобят. Их нужно выравнивать, вправлять ударами деревянного молотка снаружи или изнутри дупла. Вообще при этой работе нужно следить за тем, чтобы боковые грани ровно ложились друг на друга. Полезно во время загибания клепок дупла слегка вращать это дупло то в одну, то в другую сторону. Этим достигается более равномерное загибание всех клепок.
Загибание ведут, хотя и сильно, но осторожно, так. чтобы не поломать клепок.
Особенно осторожно нужно загибать клепки в больших бочках. В этих бочках они почти всегда толстые. А толстые клепки плохо размягчаются от распаривания. Обычно, для загибания таких толстых клепок в больших бочках нужно действовать одновременно двумя - тремя затяжками с помощью двух - трех веревочных петель. Эти петли накидывают на дупло в разных местах: одну на шею, другую на брюхо бочки, а третью в промежутке между ними. Петли затягивают постепенно, начиная с нижней (брюшной). Затем переходят к промежуточной и, наконец, к шейной. Сильно затягивать сразу ту или другую петлю нельзя. Лучше действовать постепенно, то одной, то другой, то третьей затяжкой.
Как только концы клепок достаточно сойдутся, можно начать надевание обручей, которые и набиваются затем возможно туже на остов.
Стянутый обручами, остов ставится в сушку, после которой клепки должны сохранить свою изогнутую форму, даже если бы с них сняли обручи.
Высушенный остов бочки окаливается, т. - е. бочку кладут на бок, в дупле ее разжигают стружки и перекатывают медленно с места на место. От этого внутренняя поверхность прогревается и несколько обугливается, что значительно облегчает окончательное выстругивание внутренности бочки начисто. Одновременно с окаливанием необходимо также несколько подбить все обручи, т. к. за время сушки клепки усыхают и обручи, сидевшие ранее туго, становятся свободными. Подбивание обручей производится молотком с набойкой, при чем одновременно ими сплачиваются и сминаются все неровности в боковых гранях клепок. Все клепки от этого плотно сжимаются друг с другом, не оставляя щелей.
Затем производится остругивание внутренности бочки, которое, производится очень тщательно, начиная с крупных и кончая самыми мелкими инструментами, до ножа включительно.
После этого выступающие края клепок обрезаются ножовкой или лучковой пилой, по заранее намеченной линии, и торцы клепок с внутренней стороны срезают ножом по косой линии, чем предупреждается откалывание концов клепок. Работа эта производится на седле.
Здесь же на седле производится и следующая операция - вырезывание уторов около концов остова бочки. Для этого служит так наз. зауторник, которым обводят вокруг остова по краю бочки, прижимая его направляющей щекой к гладко обрезанным торцам клепок. Железка и резцы при этом, напирают, на внутреннюю поверхность остова и вынимают по всей его окружности желоб. При этом от работающего требуется довольно значительная сила, и необходимо чтобы железки были правильно заправлены в инструмент.
От аккуратности той работы зависит все качество бочки: если утор вырезан неравномерно, то в его углублениях бочка даст течь, если он будет прорезан ровно, но слишком глубоко, то дно будет держаться не прочно и вообще сильно ослабнет вся шейная часть бочки. В общем, глубина утора не должна быть больше половины толщины клепки, ширина же его - немножко меньше толщины досок днища.
Это последнее изготовляется как самый простой столярный щит. Доски берутся одинаковой толщины, но разной ширины - крайние уже средних - и сплачиваются шипами, затем по щиту вычерчивают циркулем окружность дна, с расчетом запаса на закладывание в утор. Края днища слегка срезывают с внутренней его поверхности. Вставляют дно или по отдельным дощечкам, или сразу целым дном, при чем эта работа требует известной ловкости.
С бочки снимают крайние обручи на одном конце и, оттягивая постепенно концы клепок, заправляют под них дощечки днища; затем клепки опять подбиваются на место деревянным молотком до тех пор, пока доски днища не войдут плотно в утор. Труднее всего вставить последнюю доску, так как тут остается такая маленькая щель, что через нее трудно просунуть руку и поддержать доску снизу.
Последнюю доску вставляют так. Ее заправляют одним концом в утор. Концы клепок у противоположного конца доски отводят насколько возможно в сторону. Вводят другой конец доски в утор отведенных в сторону клепок. Затем, приколачивают клепки деревянным молотком, чтобы плотно вогнать края днища в утор.
Также вставляют дно и на другом конце бочки.
Вставлять дно целиком труднее, чем по частям. Однако, это бывает иногда необходимо. Например, если дно сплочено в один щиток на шипах, то его приходится вставлять целиком.
Первое дно вставить в бочку еще сравнительно легко, так как есть возможность направлять движение дна с обеих сторон, снаружи и изнутри бочки. Второе дно вставлять значительно труднее. Трудность заключается в том, что нельзя поддерживать вставляемое дно снизу.
Работа по вставке цельного дна идет в таком порядке. Вводят один из торцовых краев днища в утор. Затем широко разводят концы клепок и постепенно заводят в утор все дно. Уторы перед вставкой дна нередко промазывают с помощью лопаточки замазкой, замешанной из мела или сурика на вареном льняном масле (олифе). Иногда прокладывают по всей окружности утора бочарную траву (тростник, ситник и т. п.). То и другое бывает необходимо, если дно плохо пригнано к уторным вырезам. Замазка и бочарная трава заполняют в этом случае пустые промежутки между стенками утора и досками днища. Когда оба дна введены в уторы, еще раз подколачивают концы клепок деревянным молотком и затем плотно сжимают клепки с помощью затяжек. На концы бочки вновь надевают обручи.
Часто бывает так, что после вставки днищ концы клепок не сходятся уже плотно своими боковыми гранями. Это происходит от некоторой неточности в работе. При небольших зазорах можно ограничиться одной конопаткой щелей, если же неточность получилась значительной, то приходится переменить или какую - либо доску дна, или даже перебрать все днище заново.
Затем на бочку набивают постоянные обручи. На большие бочки набивают обычно до 14 обручей; из них по четыре набивается с каждой стороны в шейных частях и по три - по обеим сторонам брюха бочки. Обручи должны быть набиты, что называется, "до отказа" и охватывать бочку без малейшего перекоса. После этого производится уже окончательная наружная отделка, на которой останавливаться не имеет смысла, так как она зависит от потребностей связанных - с назначением бочки, а также - от вкуса мастера.
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'