Ссылки
§ 80. Отделочные печные операции
Для улучшения внешнего вида печей применяют специальные отделочные работы - декоративную расшивку швов, оштукатуривание, облицовывание металлом или отделку изразцами, глазурованной плиткой, декоративной керамикой. Современные способы отделки печей отличаются от традиционных. Они включают в себя широкую палитру красок, новые материалы и основаны большей частью на индустриальных методах ведения работ.
Декоративная расшивка швов. Кирпичную кладку с геометрически и тонально выраженным рисунком швов теплоотдающих поверхностей называют декоративной. Декор поверхностей может быть усилен обработкой граней кирпича, выходящих на фасадные стороны печи. Для этого тщательно подобранные по тону кирпичи окантовывают, срезая на станке СМР-012А грани, которые выходят на лицевую сторону. Окантованные кирпичи придают печи нарядность благодаря фактуре стен (Рис. 166, а). Швы между кирпичами расшивают вогнутой расшивкой, применяя обычный раствор.
Другой вид декоративной отделки - цветная расшивка неокантованных кирпичей. Как и в предыдущем случае, кирпичи подбирают, добиваясь однородности их окраски. В процессе возведения лицевых поверхностей шов оставляют не заполненным на глубину 10... 12 мм (кладка впустошовку).
После завершения кладки поверхности печи протирают влажной тряпкой и шлифуют кирпичом. Для этого берут прочный кирпичи, осуществляя кругообразные движения, обрабатывают все поверхности. В результате этой операции выступы, выбоины, сколы и излишки раствора, оставшиеся на отделываемой поверхности, сглаживаются. Затем готовят небольшое количество цветного, например оранжевого или белого, цемента, смешивают его с асбестовым порошком, после чего смесь втирают рукой в швы. Учитывая, что выразительность декоративной кладки зависит от прямолинейности и стабильности ширины швов, расшивку ведут с использованием правила или специальной линейки. При этом вначале оформляют вертикальные швы, а затем горизонтальные (рис. 166,б).
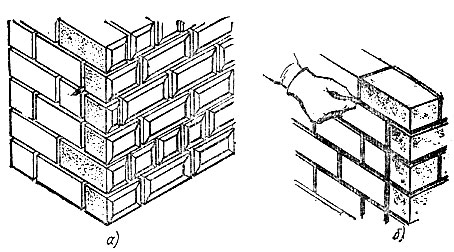
Рис. 166. Отделка печей декоративной кладкой (а) и расшивкой (б)
Расшивку швов можно вести и декоративным глиняным раствором, например черного цвета. Для этого раствор замешивают на отработанном формовочном песке.
Оштукатуривание поверхностей печей. Этот вид отделки наиболее широко распространен.
Для придания штукатурному слою необходимой прочности и упругости в глинопесчаную смесь добавляют волокнистые материалы - асбест или стекловолокно. Стекловолокно перед добавлением в раствор дробят приспособлением на отрезки длиной 20...25 мм, которые затем погружают в растворосмеситель, где они перемешиваются с глинопесчаной смесью в течение 5...8 мин. В полученную смесь, небольшими порциями добавляют воду и снова перемешивают все компоненты до получения однородной пластичной массы. В составы глиняных растворов с использованием стекловолокна (разработанные автором данной книги для отделки печей) входят (в частях по объему): 1) глина-1, песок - 2, известь - 1, дробленое стекловолокно - 0,2; 2) глина - 1, песок- 1,5, стекловолокно - 0,25.
Автором также предложены составы гипсоизвестковых растворов, армированных стекловолокном, в которые входят (в частях по объему): гипсовое вяжущее-1, известь - 2, песок- 1, стекловолокно - 0,2.
Кроме приведенных составов применяют традиционную штукатурную смесь следующего состава (в частях по объему): гипсовое вяжущее - 2, гашеная известь - 2, песок - 1, асбест - 0,2.
При оштукатуривании на поверхность печей наносят три слоя: обрызг, дающий наилучшее сцепление с кладкой; грунтовку - наибольший по толщине слой, с помощью которого добиваются ровной подосновы, и на рывочный, создающий необходимую фактуру отделанной поверхности. Наружные поверхности печей тщательно готовят под штукатурные операции. Швы кирпичной кладки расчищают на глубину 10... 12 мм, поверхность протирают стальными щетками и смачивают водой.
Для производства штукатурных работ применяют различные инструменты (рис. 167). Набрасывают раствор ковшом 1, совком 2, кельмой 3 и деревянным 4 или алюминиевым 5 соколом. Разравнивают и уплотняют слои раствора большим 6 и малым 7 полутерками. Ровную поверхность грунтовочного слоя получают, используя правило 8. Накрывочный слой затирают гладкой деревянной 9 и алюминиевой 10 терками или наборной теркой 11. Внутренние (лузги) и внешние (усенки) углы обрабатывают лузговым и усеночным правилами 12. Тонкомолотый штукатурный состав разравнивают малыми 13 и большими 14 гладилками.
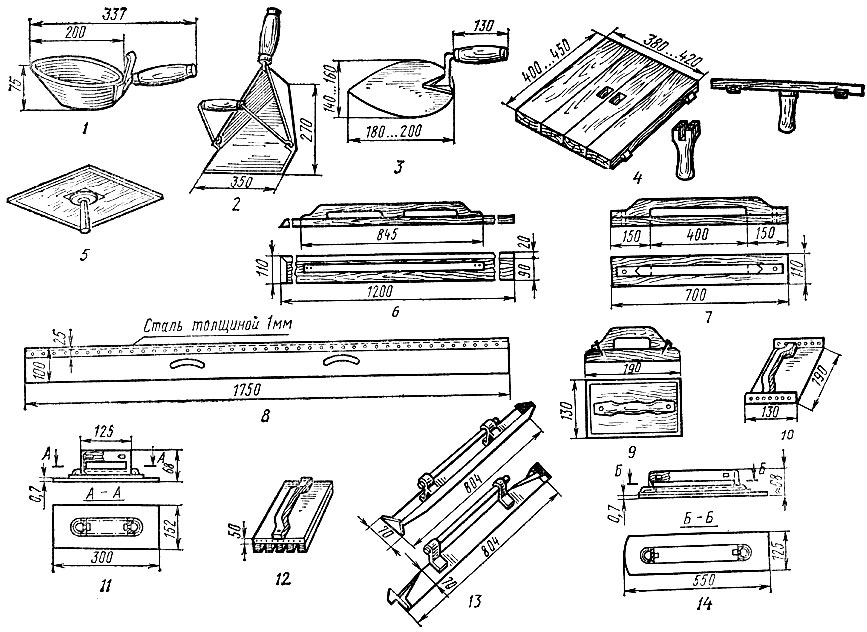
Рис. 167. Инструмент для штукатурки печей: 1 - ковш, 2 - совок, 3 - кельма, 4, 5 - соколы, 5, 7 - полутерки, 8, 12 - правила, 9…11 - терки, 13, 14 - гладилки
Особенность процесса оштукатуривания печей состоит в том, что его выполняют по горячим поверхностям. Для этого предварительно высушенную печь растапливают и, выждав пока ее поверхности нагреются до температуры 90...100°С, наносят слой обрызга очень пластичным гипсоизвестковым раствором. После того как слой высохнет, на стены набрасывают грунтовочный слой. Поверхности оштукатуренных печей накрывают или оклеивают тонкой льняной тканью - серпянкой. Технология оклейки печей серпянкой заключается в следующем. После того как штукатурка полностью высохнет, на нее наносят пластичный слой малярной шпатлевки. Не давая ей застыть, на поверхность накладывают с сильным натяжением серпянку и разглаживают ее движением рук от центра в стороны, а также сверху вниз. Выступившую при этом через серпянку шпатлевку удаляют. После этого делают технологическую паузу, в течение которой шпатлевка высыхает. Затем тонкой наждачной бумагой поверхность шлифуют и окрашивают термостойкой краской.
Качество штукатурки (СНиП III-17-78) печей должно отвечать следующим требованиям: отклонение поверхности от вертикали на всю высоту помещения должно быть не более 10 мм, а от горизонтали - не более 2 мм; отклонение тяги от прямой (между углами) - не более 3 мм; общая толщина намета не должна превышать 15 мм; неровности, обнаруживаемые при накладывании правила длиной 2 м, не должны превышать 3 мм не более чем в двух местах; отклонение лузг и усенков от вертикали на 1 м высоты печи должно быть не более 2 мм, а на всю печь - 5 мм.
Облицовка печей металлом. При сооружении печей в сейсмических районах, а также при кладке стенок печей толщиной в четверть кирпича всю печь необходимо заключать в металлический футляр. Такая облицовка увеличивает прочность и герметичность конструкции, а также придает ей привлекательный внешний вид.
Футляры изготовляют из звеньев листовой стали высотой 700 мм. Для круглых печей листовую сталь вальцуют, получая цилиндр заданного диаметра. Затем поверхность цилиндра обрабатывают на зиг - машине с целью образования зига-валика. Верхнее звено с зигом соединяют с нижним звеном с таким расчетом, чтобы его буртик входил в нижнюю обечайку до границы зига. Кладку печей в футлярах ведут по технологическим ярусам, высота которых определяется удобством укладки кирпичей. Наряду с круглыми печами кровельной сталью облицовывают и прямоугольные печи.
Недостаток стальных футляров - большая деформативность их поверхностей, возникающая под действием внешних нагрузок. Кроме того, внутренняя поверхность стали активно корродирует, что требует частой смены обечаек.
Прогрессивный вид облицовки печей - отделка их алюминиевым прокатом. Такие печки приобретают выразительный внешний вид, долговечность, герметичность. Кроме того, новый вид облицовки не затрудняет процесса ведения кладки. На рис. 168 показана печь, облицованная стандартными профилями из анодированного алюминия. Между алюминиевыми профилями и топливником помещены металлические теплопроводящие вставки, которые создают условия для переноса теплоты с внутренней части печи на ее поверхность. Такая облицовка отдает теплоту в отапливаемое помещение сразу же после первых минут топки печи. Между металлической облицовкой и кладкой вводится пластичный раствор, устраняющий все воздушные прослойки, которые препятствуют теплопередаче. Отделка поверхностей печными изразцами и керамическими плитками. В настоящее время возрождается заводское производство печных изразцов, которые на протяжении столетий служили основным облицовочным материалом печей и кухонных плит. Высокохудожественные кафельные изделия придавали эмоциональную выразительность печам и каминам. В технологию печных изразцов много нового внесли выдающиеся художники России: В. М. Васнецов, И. Е. Репин, В. Д. Поленов, М. А. Врубель, М. К. Тенишева,
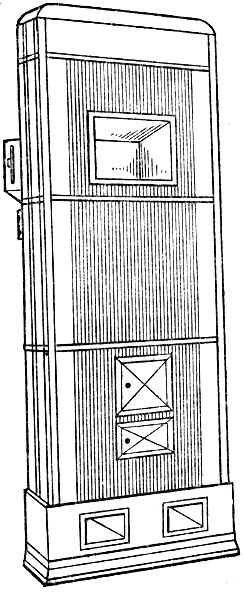
Рис. 168. Печь, облицованная алюминиевыми профилями
Облицовка печей изразцами обеспечивает высокие гигиенические и эстетические качества местным теплоисточникам.
Печные изразцы изготовляют из обычной глины или из смеси огнеупорной глины и кварцевого песка. Лицевую сторону некоторых изразцов покрывают глазурью. В другом случае они остаются матовыми, без глазури. Такие изразцы, называемые терракотовыми, в настоящее время выпускает промышленность строительных материалов.
Печные изразцы состоят (рис. 169) из пластины 1, лицевой стороны 4, которая формирует теплоотдающую поверхность, румпы 3 с отверстиями 2, предназначенными для пропуска через них крепежных элементов.
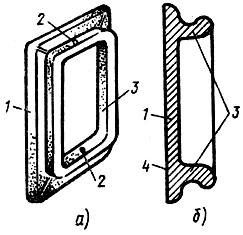
Рис. 169. Печкой изразец (вид сзади) (а) и разрез (б); - пластина, 2 - отверстия, 3 - румпа, 4 - лицевая поверхность
По форме и назначению изразцы делятся на стенные, или прямые, - для образования гладких поверхностей, угловые - для облицовки углов и фасонные - для облицовки выступающих частей печи.
Снизу печь облицовывают закладкой (цоколем), которую стыкуют с уступом, служащим опорой лицевым (гладким) изразцам. Необходимый рельеф теплоотдающей поверхности можно создать, применяя полочку, выступ и карниз. Над карнизом устанавливают венец.
Изразцы нередко имеют различные оттенки. Чтобы придать облицовываемой поверхности четкий рисунок и продуманное цветовое решение, изделия сортируют по оттенкам, группируя ряды таким образом, чтобы в нижней части печи были сосредоточены изразцы наиболее интенсивных оттенков.
Перед установкой на место все изразцы отесывают, чтобы размеры их лицевой поверхности были одинаковыми. Эту операцию выполняют сидя, пользуясь циклей (ножом) и бойком (стукальцем). Циклю держат в левой руке, а бойком наносят сильный, резкий удар по ее тыльной стороне (рис. 170). Отсекаемая часть должна отсоединиться в результате одного удара. Отеска изразцов требует твердых навыков, поэтому на этой операции специализируются 1...2 работника из числа бригады печников.
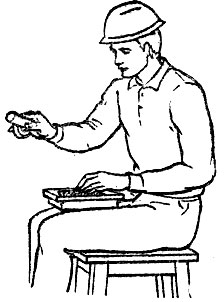
Рис. 170. Операция отески изразца
Изразцы устанавливают начиная с угловых элементов. Под румпу изразцов кладут валик из густого глиняного раствора. Между угловыми изразцами размещают лицевые элементы, хорошо подгоняя их один к другому. Кромки изразцов должны плотно прилегать одна к другой без раствора. Далее изразцы укрепляют, придерживая одной рукой наружную плоскость, а другой вдаливают между румпами раствор и кирпичную щебенку, которая расклинивает ряд, придавая ему устойчивость за счет распора. Для вязки изразцов проволокой через отверстия в румпах пропускают штыри диаметром 4...5 мм, которые загибают плоскогубцами с обоих концов. Штыри соседних изразцов связывают между собой печной проволокой. После этого через них продевают короткие отрезки проволоки, называемые мочками, которые закрепляют в кладке. Дополнительная устойчивость облицовки достигается благодаря кляммерам. После того как изразцы прочно закреплены, их румпы заполняют глиняным раствором я кирпичным щебнем.
Тщательно выполненная подгонка и опиливание кромок изразцов делают швы с лицевой стороны печи почти незаметными. В том случае, если в результате недостаточно точной отески изразцы отстоят один от другого более чем на 1 мм, швы расшивают мелом, разведенным эпоксидным клеем.
Печные изразцы традиционной конструкции пока выпускают в ограниченном количестве. Поэтому возникла потребность в новых конструкциях отделки теплоотдающих поверхностей. Автором предложен метод облицовки печей керамическими плитками массового производства.
Керамические плитки (ГОСТ 6141-82) в зависимости от исходного сырья изготовляют на заводах путем обжига чистых глин или глин с заполнителями. Плитки изготовляют размером 200X200 мм, 150x150, 100X100, 200X150, 200X100, 150x100, 150X75, 150Х Х25 мм, толщиной 6 мм. Их выпускают нескольких разновидностей: без завала, с завалом (скруглением) одной, двух, трех и четырых сторон, а также карнизные и плинтусные прямые плитки размером 150X50 мм. Для облицовки углов и формирования рельефов плитки комплектуют усеночными и лузговыми элементами длиной 150 мм. Керамические плитки должны быть термически стойкими, покрытыми белой или цветной глазурью.
Крупноразмерные керамические многоцветные и рифленые плитки из каолиновых глин (ГОСТ 6787-80) обладают повышенной прочностью и водостойкостью. Для печных работ применяют квадратные плитки размером 300X300, 200X200, 170X170 мм и прямоугольные размером 300X150, 200x100 мм толщиной до 15 мм. Используя такие плитки, достигают большой выразительности отделки печей.
Керамические фасадные плитки (ГОСТ 13996-84) выпускают размером 250X140 мм. Лицевая поверхность плиток покрыта глухой белой или цветной глазурью. При облицовывании такой плиткой получается однотонная ровная поверхность печи.
Технология облицовки керамической плиткой состоит из следующих операций. В процессе кладки в вертикальные швы вводят полоски алюминия (рис. 171) с отверстием, имеющим внутреннюю резьбу под болт 2. По окончании кладки к полоске привинчивают тавровый алюминиевый профиль 3 и уголки 5. Затем между металлоконструкциями снизу вверх прокладывают плитки 4, заполняя пространство между кладкой и облицовкой пластичным глиняным раствором 6 и щебнем.
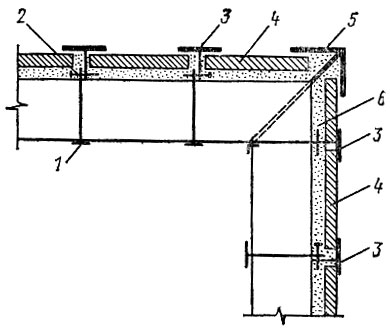
Рис. 171. Конструкция облицовки из керамической плитки: 1 - алюминиевая полоса, 2 - болт, 3 - тавр, 4 - плитка, 5 - уголок, 6 - раствор
На рис. 172 приведен фасад печи, облицованной крупноразмерными плитками 1, скрепленными алюминиевыми тавровыми профилями 4. Верх печи отделан карнизными плитками 2. Цоколь и карниз, находящиеся вне активного объема печи, отделаны керамической плиткой, прикрепленной к кладке цементным раствором без применения металлических профилей. Это допустимо, поскольку температура указанных поверхностей близка к комнатной. В отделке печи использованы угловые глазурованные плитки - усеночиые 3 и лузговые 6 для закругления внутренних углов. Цоколь отделан квадратной цокольной плиткой 8 и прямоугольной фасадной плиткой 7.
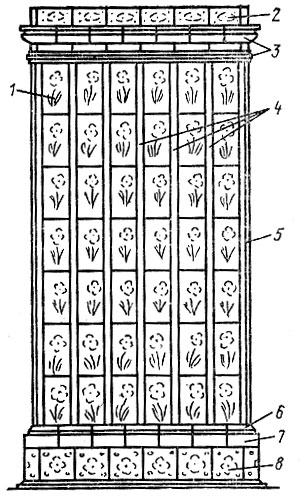
Рис. 172. Печь, облицованная крупноразмерной плиткой: 1...3, 6...8 - плитки, 4 - тавровый профиль, 5 -уголок
Для отделки печей, требующих особой, парадной выразительности применяют фигурные и майоликовые плитки. Лицевая поверхность фигурных плиток имеет рельефный рисунок. При облицовке плитки стыкуют таким образом, чтобы получился ковровый узор. Плитки соединяют с помощью фальцев, благодаря которым швы становятся невидимыми. На рис. 173, а приведен фрагмент облицовки поверхности печи фигурной плиткой с выпуклым орнаментом. Ковровый рисунок получают благодаря соединению квадратных майоликовых плиток с рисунком, состоящим из объединенных элементов (рис. 173, б, в).
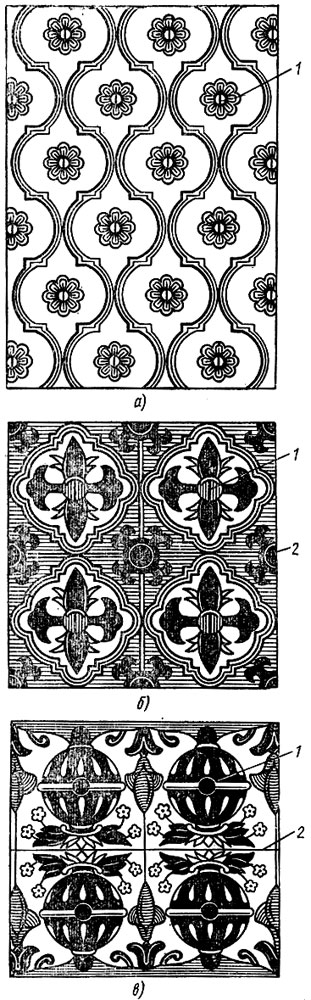
Рис. 173. Фрагменты облицовки печей фигурной (а) и майоликовой (б, в) плитками: 1 - самонарезающий винт, 2 - шов
Фигурные и майоликовые плитки крепят к плоскости печи с помощью самонарезающих шурупов. Для этого в центре керамических изделий просверливают отверстия плиткоре-зом (рис. 174) с головкой, вращением которой получают полость для пропуска шурупа. С тыльной стороны плиток прокладывают металлическую полосу. Приложив к ней плитку, наносят точку - центр отверстия, образуемого в полосе. Когда ввинчивают шуруп, то он, благодаря своей конструкции, сам нарезает резьбу в отверстии. Головку винта шпатлюют и закрашивают в тон плитки.
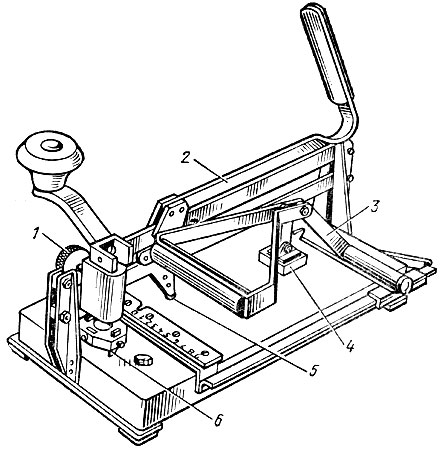
Рис. 174. Плиткорез с головкой для сверления отверстий в плитке: 1-каретка, 2, 3 - рычаги, 4 - прижим, 5 - ролик, 6 - резец
Декоративные профилированные плитки- новый вид отделки печей. Плитки, представляющие собой искусственный обжиговый материал из натуральной глины, выпускают разнообразной формы (рис. 175, б). Плитки имеют приятную матовую поверхность красивого цвета. Облицованная поверхность печи (рис. 175, а) красива и отличается эксплуатационной прочностью. Торцовые элементы служат вертикальной разделкой, если печь примыкает к сгораемым перегородкам.
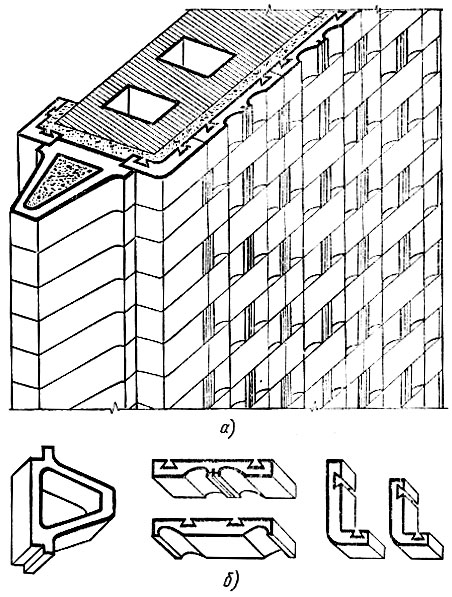
Рис. 175. Облицовка поверхностей отопительных щитков декоративной керамической плиткой (а) и элементы облицовки (б)
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'