Ссылки
Глава VII. Типовые индустриальные печи
§ 46. Каркасные печи
Строительство кирпичных толстостенных печей умеренного прогрева связано со значительными затратами труда. Это не отвечает требованиям современных методов ведения работ по сооружению сельских объектов, так как ввод их в эксплуатацию может сдерживаться из-за отставания темпов кладки, штукатурки и сушки печей.
Несмотря на положительные эксплуатационные, санитарно-гигиенические и теплотехнические качества толстостенных печей, в настоящее время, учитывая требования массового строительства, их целесообразно заменять более индустриальными печами. Такие печи характеризуются повышением степени сборности конструкций, укрупнением элементов, использованием изделий максимальной заводской готовности, заменой процессов кирпичной кладки монтажными операциями. Этим требованиям отвечают печи быстромонтируемых конструкций, выполняемых из бетонных блоков полнотелых изразцов и в каркасах, придающих жесткость кирпичной кладке. В современном строительстве наибольшее применение находят каркасные печи.
Каркасом называют пространственную решетчатую систему, состоящую из элемента которые воспринимают нагрузку, воздействующую на сооружение или изделие.
Несущей основой каркасных печей служат стальные уголки, скрепленные сваркой ил болтовыми соединениями. Фронтальные тыльные элементы каркаса представляют собой сварные рамы полной заводской готовности, а уголки для боковых стен, предназначенные для соединения рам, доставляют на стройку в виде отдельных звеньев. Если печь облицовывают мелкоразмерными листами из асбестоцемента или металла, то наряду с уголками, формирующими верхний и нижний пояса каркаса, используют полосовую сталь, устанавливаемую в местах стыковки облицовочного материала.
В современном строительстве, где широко используется сварочная техника, каркасы целесообразно делать цельносварными. При возведении быстромонтируемых печей в усадебных домах каркасы можно изготовлять с болтовыми соединениями.
Каркас быстромонтируемых печей (рис, 83), выполненных из уголков 25x25x3 мм, состоит из вертикальных стоек 3, к которым в нижнем поясе приварены косынки 7 и фронтальный уголок 8, а в верхнем поясе- фронтальный уголок 4 и накладки 2 из полосовой стали размером 40X3 мм. В результате образуются передняя и задняя сварные рамы. На заводе их комплектуют боковыми уголками 1 и полосой 5. В процессе монтажа элементы 1, 5 соединяют с накладками 2 болтами 6, вводя их в отверстия. Накладки 2 находятся внутри каркаса, поэтому облицовочные асбестоцементные листы следует в углах вырезать в соответствии с размерами деталей 2. Для того чтобы болтовые соединения деталей 1, 5 были технологичными, в накладках просверливают отверстия, в которые вваривают заподлицо с их внутренними плоскостями гайки. Болты при этом ввинчивают, не придерживая гайки.
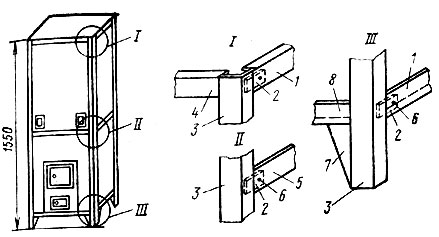
Рис. 83. Каркас быстромонтируемых печей: 1, 4, 8 - уголки, 2 - накладки, 3 -стойка, 5 - полоса, 6 - болт, 7 - косынка
К фронтальной раме каркаса на заготовительном участке крепят топочную гарнитуру, прочистные дверки и другие металлические изделия. Таким образом, количество сборочных операций на монтаже сводится к минимуму. Одновременно с подготовкой каркаса по выверенным шаблонам нарезают облицовочный материал и красят его в установленный Цвет, что придает ему вид, хорошо сочетающийся с интерьером жилых помещений. Асбестоцементные листы отделывают эпоксидными и кремнийорганическими составами. Технология окраски состоит в следующем. На отделываемую поверхность вначале наносят слой термостойкого состава, выдерживающего длительное воздействие температур 150...200°С. К таким составам относится шпатлевка ЭП-0026. Выдержав шпатлевочный слой в течение 1 ч при температуре 18...35°С, его поверхность обрабатывают шлифовальной шкуркой №6... № 8. После полного высыхания шпатлевки поверхность окрашивают эмалью марок: ЭП-255, ЭП-140, КО-0822, КО-081, АС-131, ЭП-274 или ФП-566,
Количество слоев шпатлевки должно составлять не менее трех, а эмалевого покрытия - не менее двух. Последний слой эмали рекомендуется наносить на разогретую до 120...130 °С поверхность.
Промежуточный слой эмали, если необходимо, зачищают шкуркой.
Новый способ отделки каркасных печей- оклеечный (предложенный автором) -заключается в том, что предварительно нарезанные по размерам асбестоцементные листы покрывают эпоксидным клеем, к которому припрессовывают цветную стеклоткань или стеклохолст. Стеклоткань негорюча, нетоксична, невзрывоопасна, она сохраняет свой внешний вид многие годы. Палитра цветов выпускающихся стеклотканей разнообразна, что дает возможность отделать печь в соответствии с интерьером.
Процесс сооружения быстромонтируемых печей состоит из следующих операций. Собирают и устанавливают на место каркас. Затем на уголки нижнего пояса укладывают металлический лист 1 (рис. 84, а), служащий не только декоративным слоем, но и внутренней поверхностью газоходов нижнего обогрева" После оформления днища устанавливают облицовочные листы нижнего пояса печи (рис. 84,б). Затем приступают к кирпичной кладке газоходов, зольника и топливника. Закончив кладку первого пояса, ставят подмости, с которых ведут последующие работы: облицовывание верхнего пояса, кирпичную кладку конвективной системы надтопочного пространства и оформление перекрыши. Кирпичную кладку выполняют на глиняном растворе с соблюдением перевязки швов. Дымовые газы из каркасных печей отводятся через металлический патрубок в коренную трубу или трубу, расположенную в стене. Наличие каркаса и облицовки позволяет использовать тонкостенные конструкции в надтопочной части, что существенно сокращает время сооружения печи: монтаж каркасных печей выполняют за 4.ч.
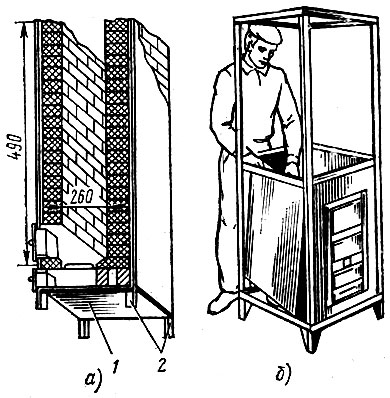
Рис. 84. Отделка каркасных печей листовым материалом: а - нижнего пояса, б - вертикальных теплоотдающих поверхностей; 1 - металлический лист, 2 - опоры
Наружные поверхности каркасных печей отделывают покраской или облицовкой. Покраска - самый простой вид улучшения внешнего вида поверхностей теплоотдачи. В качестве облицовки асбестоцементных листов применяют глазурованную (рис. 85, а) и керамическую (рис. 85, б) плитку. Это придает печам красивый внешний вид и высокую гигиеничность.
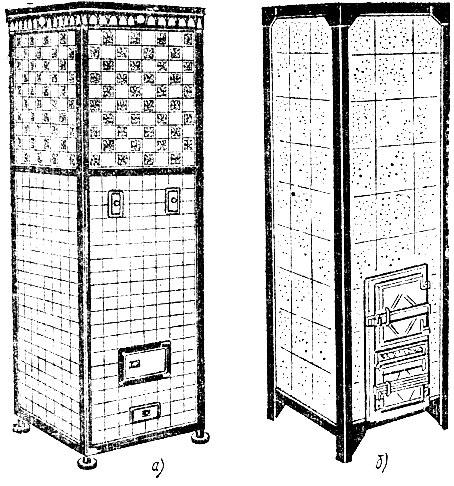
Рис. 85. Каркасные печи, облицованные плиткой: а - глазурованной, б - керамической
Каркасные печи характеризуются увеличенной теплоотдачей с единицы активного объема, что позволяет делать их компактными и относительно легкими. Их теплоотдача при двух топках в сутки составляет 1200... 3500 Вт. Масса в зависимости от типа печи 300...950 кг, что дает возможность устанавливать печь непосредственно на пол, без сооружения фундамента. Топливники каркасных печей универсального типа, в них сжигают все виды твердого кускового топлива. Каркасные печи относятся к отопительным приборам повышенного прогрева, т. е. на некоторых участках их теплоотдающих поверхностей температура может достигать 115 Санитарными нормами не допускается принять такие устройства в детских садах, больницах и других зданиях (см. табл. 1).
|
ПОИСК:
|
При копировании обязательна установка активной ссылки:
http://remont.townevolution.ru/ 'Ремонт помещений и отделка зданий'